История и виды размеров резьбы в дюймах
- Главная
- Статьи
- Размеры дюймовой резьбы
- История разработки и стандартизации дюймовой резьбы
- Общая характеристика дюймовой резьбы
- Резьба цилиндрического типа
- Резьба конического типа
- Способы определения резьбового шага
- Соответствие метрической и дюймовой резьбы
Размеры резьбы в дюймах представляют собой установленные стандартные параметры изделий. В России данное типовое соединение чаще всего применяется для объединения труб. Однако также следует отметить, что множество импортных продуктов, таких как триммеры, газонокосилки, культиваторы и другие, также используют данное соединение с размерами резьбы в дюймах.
Такой крепеж имеет собственную систему маркировки, при этом на глаз сложно определить его характеристики. Для перевода размеров в дюймах в миллиметры используют специальные таблицы. Подробнее об особенностях дюймовой резьбы и ее размерах читайте в нашем материале.
История разработки и стандартизации дюймовой резьбы
В эпоху бурного развития НТП и широкомасштабного внедрения станков сформировался спрос на унификацию деталей. В итоге появились ГОСТы и международные стандарты. Стандартизатором-первопроходцем резьбовых изделий стал британский инженер-механик Джозеф Уитворт, который в 1841 г. создал «Систему унифицирования винтовых резьб», представив свой доклад на заседании Института гражданских инженеров.
Его идея состояла во введении для винтового крепежа конкретного размера общих мер резьбы – шаг (М), профиль, высота профиля (Н). Витворт предложил сделать угол профиля величиной 55?, а плотность витков в 1 дюйме связать с диаметром крепежного изделия. Вершины резьбовых витков, так же как основания впадин, нужно скруглить на ? Н исходного профиля метрической резьбы. К началу 1881-го концепцию изобретателя сделали британским стандартом Уитворта – BSW. Этому во многом поспособствовали ЖД-компании страны.
В США начали стандартизировать резьбовые изделия еще в 1864-м. Изготовитель металлорежущего инструмента У. Селлерс договорился с научным институтом Франклина о создании комиссии по разработке американских государственных стандартов. Причем он внес поправки к существующей системе BSW, точнее, предложил сменить размеры дюймовой резьбы.
Новатор полагал, что ∠55? нужно округлить до 60?, чтобы легче было его мерить. Резьбовое соединение при этом станет более надежным. Еще он высказал идею винтовой нарезки с плоскими вершинами витка и основаниями впадин. Мотивом послужило то, что округление этих зон по методу Витворта снижало прочность резьбовых соединений из-за несоразмерности болтов и гаек.
Читайте также: «Нарезание внутренней резьбы»
После утверждения системы Институтом автор теории порекомендовал использовать ее как основной стандарт, а именно прямые края профиля винтовой резьбы должны создавать ∠60?, а плоскости вершин и впадин – не иметь скруглений и составлять ? шага.
В конце XIX века эта система стала госстандартом в США. А далее распространилась во всем мире благодаря широкому внедрению станков, выпускаемых американцами и поставляемых в другие страны. Кроме того, стандартизация снижала себестоимость изготовления крепежа.
Работа над формированием системы, унифицирующей размеры дюймовых резьб, была завершена в 1964-м. И сделали это в ISO (International Organization for Standardization). В этой категории международных норм отражены все требования к надежности и качеству винтовых крепежных элементов. До сих пор стандарт ISO имеет лишь рекомендательный характер. Но несмотря на это около сотни стран сделали этот документ национальным эталоном. В конце концов на конференции, проведенной в Нью-Дели, всеобщее признание получили 2 системы резьб – метрическая (ISO) и дюймовая (ISO).
Позднее практика показала, что резьбовые элементы, произведенные по метрической системе, гораздо хуже изготовленных по дюймовой. Поэтому в 1970-м сотрудники IFI (Индепенденс, штат Огайо, США) вышли с предложением создать одну, но совершенную теорию измерений. И в следующем (1971) году ими был создан основной проект Оптимальной метрической системы.
Читайте также: «Технология сварки сталей»
Помимо этого, специалисты предложили эталонный профиль для нарезки крепежа, который применяют в авиации и космонавтике, а также для изготовления изделий с высокой эксплуатационной прочностью. Эту идею внесли в систему ANSI (входит в ISO), которая сейчас является международным метрическим стандартом.
Общая характеристика дюймовой резьбы
У нас в стране дюймовая (иначе – трубная) нарезка крепежа обычно применяется в изготовлении водопроводов. Ее наносят на трубы из металла или пластика, используют в технической оснастке США и Японии. Остальное оборудование рассчитано на метрические резьбы. А значит, при покупке труб нужно приобретать и подходящие для них крепления. Иначе говоря, для дюймовой резьбы не подойдет метрический крепежный элемент.

Диаметр (наружный/внутренний размер) дюймовой резьбы – это не самый главный показатель. Есть еще шаг, глубина и угол профиля. При этом расстояния между витками принято мерить в нитках. Расчет идет с учетом резьбовых канавок, которые нанесены на мерный кусок соответствующей трубы.
Есть четыре вида резьбонарезных соединений, измеряющихся в дюймах, которые имеют разные рабочие параметры.
- Цилиндрическая резьба американского стандарта UTS. Вначале она распространилась лишь в Канаде и Соединенных Штатах, а позднее – во всем мире. Из этой категории особо популярна UNC-резьба, которая имеет крупный шаг, и UNF – с мелкой нарезкой. Она имеет угол профиля 60?.
- Британская цилиндрическая резьба стандарта BSW имеет сокращенный шаг витка и профиль, идентичный BSF, где угол при вершине составляет 55?.
- Для трубных резьбовых соединений используется резьба конической формы NPT и цилиндрическая нарезка NPS. У них стандартный угол профиля 55?. Российские производители изготовляют этот тип соединений согласно ГОСТ 6111-52.
- Наибольшей популярностью пользуется резьба унифицированного типа UNC, характерная для оборудования из США, Канады, КНР и прочих азиатских стран. Основное отличительное свойство, которое надо учитывать при работе с дюймовыми резьбами UNC, – нужны размеры монтажных ключей, отличные от метрического образца.
Читайте также: «Сварка медных проводов: разбираемся в технологии»
Производителям надо учесть, что техническое задание обычно предусматривает метизы разного формата. Поэтому крепеж и подбирают по техническим характеристикам. Согласно ГОСТу существует шесть основных параметров дюймовых резьбовых соединений:
- Наружный диаметр – максимальный отступ между противоположными гребнями резьбы. Он измеряется обычным штангенциркулем.
- Внутренний диаметр – аналогичное расстояние между диаметрально расположенными впадинами винтовой нарезки.
- Шаг резьбы – промежуток между гребнями (или углублениями) нарезных соединений, который повлияет на количество витков в мерном отрезке. Витки должны равномерно, с одним шагом, наноситься по стандарту на всю поверхность резьбовых участков. В противном случае детали не соединятся.
- По форме резьбы могут быть коническими или цилиндрическими. В последних размер диаметра дюймовой резьбы (в мм) неизменен, а в первых – постепенно сокращается по ходу к внешней части.
- Направление нарезки. По удалению выступа относительно оси наблюдателя винтовые линии бывают правые и левые.
- Профиль – высота витков резьбы, является разностью наружного диаметра и внутреннего.
Дюймовая резьба крепежных элементов, ее размеры и соответствие ключевых параметров по нормам UNC отражает следующая таблица.
|
Типоразмер |
Наружный диаметр, дюймов |
Наружный диаметр, мм |
Диаметр сверления, мм |
Число витков на дюйм |
Шаг, мм |
|
N 1 – 64 UNC |
1,50 |
||||
|
N 2 – 56 UNC |
1,80 |
||||
|
N 3 – 48 UNC |
2,10 |
||||
|
N 4 – 40 UNC |
2,35 |
||||
|
N 5 – 40 UNC |
2,65 |
||||
|
N 6 – 32 UNC |
2,85 |
||||
|
N 8 – 32 UNC |
3,50 |
||||
|
N 10 – 24 UNC |
4,00 |
||||
|
N 12 – 24 UNC |
4,65 |
||||
|
1/4″ – 20 UNC |
5,35 |
||||
|
5/16″ – 18 UNC |
6,80 |
||||
|
3/8″ – 16 UNC |
8,25 |
||||
|
7/16″ – 14 UNC |
9,65 |
||||
|
1/2″ – 13 UNC |
11,15 |
||||
|
9/16″ – 12 UNC |
12,60 |
||||
|
5/8″ – 11 UNC |
14,05 |
||||
|
3/4″ – 10 UNC |
17,00 |
||||
|
7/8″ – 9 UNC |
20,00 |
||||
|
1″ – 8 UNC |
22,25 |
||||
|
1 1/8″ – 7 UNC |
25,65 |
||||
|
1 1/4″ – 7 UNC |
28,85 |
||||
|
1 3/8″ – 6 UNC |
31,55 |
||||
|
1 1/2″ – 6 UNC |
34,70 |
||||
|
1 3/4″ – 5 UNC |
40,40 |
||||
|
2″ – 4 1/2 UNC |
46,30 |
4,5 |
|||
|
2 1/4″ – 4 1/2 UNC |
52,65 |
4,5 |
|||
|
2 1/2″ – 4 UNC |
58,50 |
||||
|
2 3/4″ – 4 UNC |
64,75 |
||||
|
3″ – 4 UNC |
71,10 |
||||
|
3 1/4″ – 4 UNC |
77,45 |
||||
|
3 1/2″ – 4 UNC |
83,80 |
||||
|
3 3/4″ – 4 UNC |
90,15 |
||||
|
4″ – 4 UNC |
96,50 |
Учтите, что при выборе резьбового крепежа нужно сверить его характеристики с чертежами, техническим заданием и остальными документами.
Резьба цилиндрического типа
Диаметры такой нарезки одинаковы на всем участке нанесения витков. Резьба-цилиндр соединяет конструктивные детали равного размера. Ее параметры при производстве согласуются с ГОСТ 6357-81.
Для маркировки цилиндрической резьбы на крепеже используются специальные символы:
G – соединение имеет форму трубной дюймовой нарезки.
1-3 – класс точности резьбового соединения.
А, В – внешнее, внутреннее (соответственно) размещение резьбы.
LH – обозначение левосторонней винтовой нарезки.
Приведем пример. Маркировка крепежа «G 1 ?” 2A- LH-25» обозначает следующее: цилиндрическая резьба с внешним d = 1?” имеет 2-й класс точности, является левосторонней и наружной, длина резьбовой части – 25 мм.
Резьба конического типа
Рабочая поверхность крепежа такого вида сужается по направлению к краю (ГОСТ 6211-81). Профиль резьбы – стандартный равносторонний треугольник с закруглением вершины, что совпадает с формой дна канавки. Это обеспечивает надежные винтовые соединения деталей.
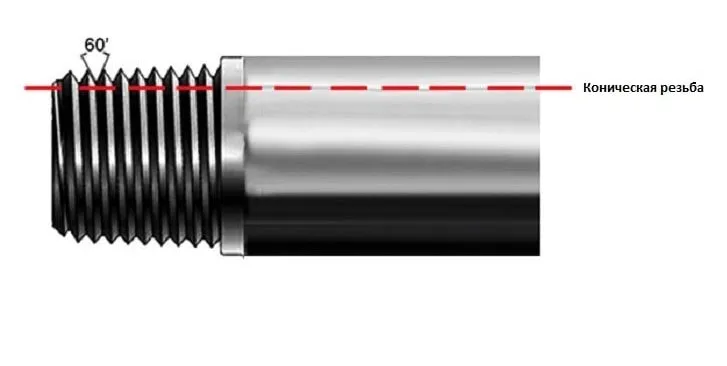
Существует и другой вид резьб конического типа с иной формой витков (ГОСТ 6111-52). Их применяют для соединения конструкций с высокими рабочими нагрузками. В технической документации для них используется маркировка К.
Способы определения резьбового шага
Стандартный отступ между витками, которые имеет резьба дюймовая UNF разного типа, можно измерить подходящим инструментом (эти размеры содержит и техническая таблица). Эти данные помогут точно рассчитать резьбовые шаги (РШ).
Если нет специальных приспособлений или справочной литературы, нужный параметр можно измерить и собственноручно. Элементарный способ – накрутить на винт гайку известного размера. Если процесс идет легко, значит характеристики изделий идентичны. Для измерения внутренней резьбы используют болты с уже определенным шагом.
Читайте также: «Дуговая сварка в защитном газе: суть процесса»
Можно замерить средний РШ линейкой с дюймовой шкалой, а дальше применить один из следующих вариантов:
- Определить, сколько витков приходится на дюйм. В итоге получается резьбовой шаг в линиях (дюймовых долях).
- Измерить длину резьбы с заранее известным количеством нарезанных витков (допустим, их там 20 штук) и результат разделить на 20. Этот способ применяют только для наружных резьб.
Для определения РШ внутренней нарезки ее нужно окрасить и просто сделать оттиск, используя трубу такого же диаметра. Дальнейший расчет проводят так же, как в предыдущей операции с внешней резьбой.
Соответствие метрической и дюймовой резьбы
Основной критерий, который различает эти резьбовые формы, – их профиль. В метрическом формате треугольник имеет ∠60?, в дюймовом – ∠55?. Вдобавок способ измерения в данных системах тоже отличается: в первом случае – это миллиметр, а во втором – используется дюйм и его доли. Поскольку часто возникают сложности с соотношением технических характеристик, которые имеют метрические и дюймовые резьбы, и разработана специальная таблица адаптации размеров резьб.
Таблица соответствия метрических и дюймовых размерностей
|
Диаметр наружный, мм |
шаг резьбы |
Резьба |
Диаметр внутренний, мм |
|||
|
Дюймовая G, R |
Метрическая |
Дюймовая ORFS, UNF, JIC |
Дюймовая NPTF, NPSM |
|||
|
9,3-9,7 |
28 ниток |
1/8 « |
8,5-8,9 |
|||
|
9,3-9,7 |
29 ниток |
1/8 « |
8,5-8,9 |
|||
|
9,7-9,9 |
х 1,5 |
М 10×1,5 |
8,2-8,6 |
|||
|
10,9-11,1 |
20 ниток |
7/16 «-20 |
9,7-10,0 |
|||
|
11,6-11,9 |
х 1,5 |
M 12×1,5 |
10,2-10,6 |
|||
|
12,4-12,7 |
20 ниток |
1/2 «-20 |
11,3-11,6 |
|||
|
12,9-13,1 |
19 ниток |
1/4 « |
11,4-11,9 |
|||
|
12,9-13,1 |
18 ниток |
1/4 « |
11,4-11,9 |
|||
|
13,6-13,9 |
х 1,5 |
М 14×1,5 |
12,2-12,6 |
|||
|
14,0-14,25 |
18 ниток |
9/16 «-18 |
12,7-13,0 |
|||
|
15,6-15,9 |
х 1,5 |
М 16×1,5 |
14,2-14,6 |
|||
|
16,3-16,6 |
19 ниток |
3/8 « |
14,9-15,4 |
|||
|
16,3-16,6 |
18 ниток |
3/8 « |
14,9-15,4 |
|||
|
17,2-17,5 |
16 ниток |
11/16 «-16 |
15,8-16,0 |
|||
|
17,6-17,9 |
х 1,5 |
M 18×1,5 |
16,2-16,6 |
|||
|
18,7-19,0 |
16 ниток |
3/4 «-16 |
17,3-17,6 |
|||
|
19,6-19,9 |
х 1,5 |
М 20х1,5 |
18,2-18,6 |
|||
|
20,5-20,7 |
16 ниток |
13/16 «-16 |
18,8-19,3 |
|||
|
20,5-20,9 |
14 ниток |
1/2 « |
1/2 « |
18,6-19,0 |
||
|
21,6-21,9 |
х 1,5 |
М 22×1,5 |
20,2-20,6 |
|||
|
22,0-22,2 |
14 ниток |
7/8 «-14 |
20,2-20,5 |
|||
|
22,6-22,9 |
14 ниток |
5/8 « |
5/8 « |
20,6-21,0 |
||
|
23,6-23,9 |
х 1,5 |
М 24×1,5 |
22,2-22,8 |
|||
|
25,1-25,4 |
14 ниток |
1 «-14 |
23,6-23,8 |
|||
|
25,6-25,9 |
х 1,5 |
M 26×1,5 |
24,2-24,6 |
|||
|
26,1-26,4 |
14 ниток |
3/4 « |
3/4 « |
24,1-24,5 |
||
|
26,6-26,9 |
12 ниток |
1,1 / 16 «-12 |
24,3-24,7 |
|||
|
29,6-29,9 |
х 2 |
M 30×2 |
27,4-27,8 |
|||
|
29,8-30,1 |
12 ниток |
1,1 / 16 «-12 |
27,6-27,9 |
|||
|
29,6-29,9 |
х 1,5 |
М 30х1,5 |
28,2-28,6 |
|||
|
31,6-31,9 |
х 2 |
M 32×2 |
29,4-29,9 |
|||
|
33,0-33,2 |
11 ниток |
1 « |
30,3-30,8 |
|||
|
33,0-33,3 |
12 ниток |
1,5 / 16 «-12 |
30,8-31,2 |
|||
|
32,9-33,4 |
11,5 ниток |
1 « |
30,3-30,8 |
|||
|
35,6-35,9 |
х 2 |
M 36×2 |
33,4-33,8 |
|||
|
36,1-36,4 |
12 ниток |
1,7 / 16 «-12 |
34,4-34,7 |
|||
|
37,6-37,9 |
х 1,5 |
M 38×1,5 |
36,2-36,6 |
|||
|
40,9-41,2 |
12 ниток |
1,5 / 8 «-12 |
38,7-39,1 |
|||
|
41,6-41,9 |
х 2 |
M 42×2 |
39,4-39,8 |
|||
|
41,5-41,9 |
11 ниток |
1,1 / 4 « |
39,0-39,5 |
|||
|
41,4-42,0 |
11 ниток |
1,1 / 4 « |
39,2-39,6 |
|||
|
42,5-42,7 |
16 ниток |
1,11 / 16 «-16 |
40,7-41,0 |
|||
|
44,6-44,9 |
х 2 |
M 45×2 |
42,4-42,8 |
|||
|
44,6-44,9 |
х 1,5 |
М 45×1,5 |
43,2-43,6 |
|||
|
47,3-47,6 |
12 ниток |
1,7 / 8 «-14 |
45,1-45,5 |
|||
|
47,4-47,8 |
11 ниток |
1,1 / 2 « |
44,8-45,3 |
|||
|
47,3-47,9 |
11,5 ниток |
1,1 / 2 « |
45,1-45,5 |
|||
|
51,6-51,9 |
х 2 |
M 52×2 |
49,4-49,6 |
|||
|
51,6-51,9 |
х 1,5 |
M 52×1,5 |
50,2-50,6 |
|||
|
59,2-59,6 |
11 ниток |
2 « |
56,2-56,6 |
|||
|
63,1-63,4 |
12 ниток |
2 «-12 |
61,1-61,4 |
У нас в стране дюймовая нарезка обычно применяется при сборке труб, используется в фитингах из пластика, металла. Она дает надежное и герметичное соединение трубопроводов, которое надолго обеспечивает передачу жидкости на расстояния. Дюймовая резьба (ее размеры в мм, наружный/внутренний диаметр приведены в таблице выше) соответствует общепринятым стандартам качества, поэтому ее характеристики всегда должны присутствовать в ТЗ и техдокументации.
Размеры дюймовой резьбы
Оцените, пожалуйста, статью
Всего оценок: 3, Средняя: 4
Как обозначить резьбу?
Резьба — это процесс создания резьбовых соединений или резьбовых отверстий на поверхности детали. Резьба может быть обозначена несколькими способами, в зависимости от предпочтений и требований к конкретной ситуации.
Один из самых распространенных способов обозначения резьбы — это указание диаметра резьбы и шага. Диаметр резьбы обычно обозначается в миллиметрах (например, М6, где 6 — это диаметр резьбы в мм), а шаг — это расстояние между соседними витками резьбы (например, М6х1, где 1 — это шаг резьбы в мм).
Также резьба может быть обозначена буквенно-цифровыми обозначениями, например, G1/2, где G означает цилиндрическую резьбу, а 1/2 — диаметр резьбы в дюймах.
Если нужно обозначить резьбу на чертеже, то обычно используют специальные символы, такие как треугольник или круг с соответствующими цифрами внутри, которые указывают на диаметр и шаг резьбы.