Правильная техника сварки вертикальных швов для начинающих — советы по качественной работе с инвертором
Содержание статьиПоказать
- Сварные швы: общие определения
- Виды соединений
- Классификация сварочных соединений
- Как варить вертикальный шов: особенности и техника безопасности
- Нюансы вертикальной сварки
- 2 метода создания вертикального шва дуговой сваркой
- Как правильно варить вертикальный шов электросваркой
- Технология производства вертикальных швов
- Параметры для вертикального сварочного шва
- Как варить вертикальный шов инвертором: правила, технология, алгоритм
- Техника получения хорошего сварного соединения
- Условия для качественного вертикального шва
- Возможные дефекты вертикального шва дуговой сварки
- Инструкция для начинающего сварщика
- Рекомендации по сварке вертикального шва
- Советы
- Итог
Сварные швы: общие определения
Процесс сварки металлов неразрывно связан с формированием сварного шва. Такой шов создается при остывании расплавленного металла, полученного в результате дуговой электросварки. Если интересует вопрос «как правильно варить вертикальный шов», то стоит обратить внимание на определенные методы и рекомендации для качественного выполнения вертикальной сварки.
В зависимости от места исполнения сварки шов может располагаться горизонтально или вертикально. Кроме того, пространственное расположение шва может быть нижним, боковым, верхним.
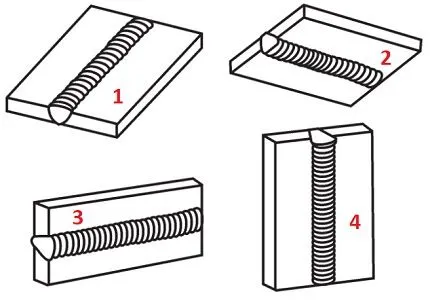
Виды сварных швов: 1 – горизонтальный в нижней плоскости; 2 – горизонтальный в верхней плоскости (потолочный); 3 – горизонтальный в боковой плоскости; 4 – вертикальный в боковой плоскости
Наиболее простой и легкой для исполнения считается укладка сварных швов в плоскости нижнего горизонта. В таких условиях расплавленный металл достаточно легко поддаётся контролю.
Простой сварочный шов, уложенный в нижней горизонтальной плоскости. Это самый легкий тип шва, что встречается в практике сварочной технологии
Оставшиеся варианты расположения швов в пространстве (боковое и верхнее) признаны технологически сложными для исполнения, требующими изучения техники сварки, наработки соответствующего опыта.
Сварной шов получается в результате кристаллизации расплавленного металла. Он относится к наиболее прочным видам соединений, применяемым в сборке металлоконструкций различного назначения и масштаба.
Сварные соединения относятся к разряду неразборных. Они обладают максимальной прочностью, т.к. производятся на молекулярном уровне. Однако в зоне сварки кристаллическая решетка разрушается и структура металла изменяется. По своей форме относительно оси все сварные швы делятся на выпуклые, плоские и вогнутые.
Самый прочный первый вариант, но он требует опыта и аккуратности при выполнении. Вертикальные и горизонтальные сварные швы производят по стыковой технологии. Они различаются по глубине проплавления и толщине. Для статической нагрузки нужны выпуклые сварные швы.
Вогнутые в большинстве случаев считаются браком, плоские используют в конструкциях для динамической нагрузки. В сварке труб и закругленных конструкций используются стыковые швы, технология выполнения которых схожа с выполнением горизонтальных и вертикальных.
По нормативам выпуклость горизонтальных и вертикальных швов не может превышать 1 мм, если толщина соединяемого металла до 26 мм. Если толщина больше 26 мм, то толщина шва может быть 2 мм, а углового 3 мм. На качество создаваемого шва немалое влияние оказывает скорость его выполнения.
Не следует слишком торопиться и слишком медленно «вести» электрод для получения прочного непрерывного сварного шва. Примеры вертикального сварного шва. Сборка металлоконструкций сварным методом. Аккуратный выпуклый сварной шов. Широкий стыковой сварной шов. Прочный выпуклый шов спиралью. Сваривание трубы горизонтальным швом. Угловой выпуклый вариант шва. Сварка швов с различающиеся скоростью.
Виды соединений
Сварщик может накладывать шов с одной стороны или с двух, в последнем случае это увеличивает надежность, но бывает иногда затруднительным. Тогда силы компенсируются, не происходит разломов или деформаций. Также есть 4 классических типа сваривания в зависимости от расположения двух частей изделия:
- встык – заготовки находятся двумя краями близко друг к другу, без зазоров;
- тавровое – перевернутая буква «Т», то есть на горизонтальную плоскость прикладывается вертикальная;
- внахлест – одна металлическая плашка накладывается на другую;
- угловое – наиболее трудное, потому что надо добиться правильного угла при соединении.
Встык
В основном применяется при работе с листами или трубами. Зазор должен составлять не более 1-2 мм (здесь будет находиться расплавленный металл). Сами элементы должны быть жестко зафиксированы. Иногда требуется предварительный задел кромок (их скос, чтобы получилось углубление для наплавления) – при толщине стали более 4 мм. Учтите, что чем глубже полость, чем лучше соединение, но сам процесс затрачивает больше электродов (присадочной проволоки на полуавтомате) и длиться дольше. При очень большой ширине заготовки понадобится сделать несколько последовательных проходов. Многослойный шов может заполняться пластами или точечными приварами, как на этом схематическом изображении:
Внахлест
Подходит для листов, имеющих не более 8 мм в толщину. Они накладываются один на второй и провариваются с двух сторон, в обратном случае образуется зазор, в котором может возникнуть очаг коррозии.
Здесь основная особенность – в угле наклона электрода. Он должен находиться под 15-45 градусов от верхней поверхности. Если меньше, то шов получится на нижней плашке, больше – на верхней. В любом случае не будет надежного контакта.
Как сваривать вертикальный шов при тавровом или угловом соединении
Технология в обоих случаях остается прежней, визуально изделия напоминают букву «Т» в первой ситуации, и «Г» – во второй. Иногда требуется обработка заранее, это зависит от того, насколько толстые заготовки. Рассмотрим в таблице:
| Толщина металла | Количество проходов | Обработка кромок |
| До 4 мм | 1, с одной стороны | Не требуется |
| От 4 до 8 мм | 2, двусторонний | Не требуется |
| От 8 до 12 мм | 1, со стороны разделки | Предварительный скос под 45 градусов |
| От 12 мм | 2, двусторонний | Два скоса вертикальной плоскости |
При угловом соединении сваривание можно проводить изнутри или снаружи, от этого зависит то, с какой кромочной части будет сниматься излишек. Также можно делать двойной проход. Для наглядности посмотрим на схему:
Если угол проваривается внутри, то важно расположить электрод по направлению биссектрисы, то есть ровно посередине. Сварщики называют этот метод «в лодочку», потому что две заготовки образуют подобие плавсредства. Но если вы работаете с неоднозначными по толщине стальными листами, то более прямое воздействие должно оказываться на толстый металл, как на изображении:
Сварка угловых швов
При работе появляется несколько трудностей. Первая заключается в том, что с вертикально расположенной заготовки расплавленный металл стекает вниз. Вторая появляется в случаях, когда для работы взял неподходящий, слишком большой в диаметре электрод. Его кончик просто не помещается в углу.
Избежать этого просто. Изначально при розжиге электродуги и при заполнении всего пространства следует делать вращательные движения. Первое прикосновение – к вертикали и под большим наклоном, затем проводник следует постепенно выравнивать под 45 градусов и выше, а кончик – опускать на горизонталь, затем повторять по кругу.
Классификация сварочных соединений
Сварочное сцепление — прочный шов, скрепляющий металлические изделия посредством сварных работ. Его называют стыковочным участком двух или нескольких деталей. Он формируется в результате кристаллизации или деформации вещества под действием нагрева или давления. Стыковочные срезы и сварные соединения являются одним технологическим процессом.
Для образования долговечного металлического сцепления требуются предварительные процедуры. Конструкции очищают, ошкуривают или подвергают обработке напильником до полного снятия загрязнений и остатков ржавчины. Это обеспечивает крепкую сцепляемость при сваривании.
Места спайки систематизируются по типу совмещения, в которых они используются, по виду сплавов металла. Важными факторами являются технические требования надежности (положения разряда, скорости его движения и амплитуды).
Образцы бывают:
- однослойные или многослойные проходы;
- выпуклой и ровной формы;
- прерывающиеся и сплошные состыковки.
Важно определить, как расположены стыковочные комплексы в пространстве. Стыки могут быть нижними или верхние (потолочные). А по осевым характеристикам они делятся на боковые, поперечные и продольные пересечения при сборных работах.
Как варить вертикальный шов: особенности и техника безопасности
Как и любой метод, он имеет свои нюансы и правила. Прежде всего, вертикальный шов – это способ соединения металлических деталей в вертикальном положении. Сразу стоит подметить, что тут главным «врагом» мастера является сила гравитации. Сложность состоит в том, что капли раскаленных частиц под действием силы притяжения так и норовят стечь.

Здесь особенно важна защита сварщика. В процессе варки шва стоит соблюдать определенную технику безопасности:
- Cварку лучше проводить в прочных перчатках, а поверх них можно даже надеть рукавицы грубого типа.
- Наличие защитной маски с очками для глаз (стекло хамелеон).
- Средства для тушения возможного возгорания: можно запастись холодной водой, песком или даже огнетушителем.
- Защитная одежда из прочной ткани, которая покрывает все тело, и обувь на толстой подошве.
Знания азов процесса не всегда достаточно, чтобы провести качественную сварку изделий. Варить вертикальный шов нужно по определенной технологии.

Прежде чем приступить к процессу, обратите внимание на то, что может сказаться на качестве:
- сварочный ток;
- скорость перемещения;
- диаметр электрода;
- тип подключения (прямая или обратная полярность);
- длина дуги;
- толщина изделия;
- положение (угол);
- движения и траектория;
- техника работы.
Все вышеперечисленные пункты влияют на качество сварного шва и его прочность.

Для начала стоит разобраться с током: он подбирается так же, как и в других случаях, но для каждого изделия (толщина листа) и диаметра электрода его силу стоит сделать меньше на 10-15%. Это поможет бороться со стекающими каплями, так как уменьшится количество жидкого металла в сварной ванне. Усредненным значением является 80-100 А. Как настроить сварочный инвертор для MMA сварки ?
Можно вывести таблицу на основе стандартных данных.
| Ток сварки (А) | 45-55 | 100-110 | 100-110, 120-145 | 120-145 | 120-145, 200-205 |
| Диаметр электрода (мм) | 2 | 3 | 3-4 | 4 | 4-5 |
Если говорить о скорости, то нужно учитывать факт того, что чем медленнее передвигается кончик, тем шире получается сварная ванна: плавится больше материала, и застывает он, соответственно, медленнее. Потому для вертикального шва скорость движения лучше немного повысить: незначительно, чтобы успевать проварить лист, но избежать чрезмерного плавления.
Диаметр электрода подбирается, как и в для горизонтального шва. Необходимо обратить внимание на толщину металла и силу тока. Существует определенная зависимость между этими факторами. Но, поскольку ток немного уменьшен, стоит больше ориентироваться на толщину заготовки.
Тип подключения зависит от работ и материала изделий: для нержавеющей стали и тонколистовых элементов используют подключение с обратной полярностью, для плотных слоев – с прямой полярностью.
Длина дуги во время такой сварки – один из важнейших пунктов. От этого будет зависеть успешное выполнение такого метода сваривания.
Для новичков – под длиной имеется в виду расстояние от электрода до обрабатываемого изделия. Идеальным показателем для нижней сварки является расстояние, которое равна диаметру электрода умноженному на 1-1,2. Но, говоря о вертикальном шве, подходящей считают короткую дугу, длина которой равна 0,5-1 диаметра электрода. Важно сохранять это расстояние в постоянном значении, постоянно приближая и отдаляя электрод.
Не стоит долго думать о толщине изделия. Достаточно помнить, что для толстого листа требуется ванна шире (а значит и сила тока, скорость чуть меньше), для тонкого – соответственно, наоборот.

Положение электрода – немаловажный фактор. Положение немного отличается от нижнего соединения, где подходящим является промежуток от 30 до 60 градусов.
В сварке такого типа угол работы вначале должен составлять 90 градусов (перпендикулярно обрабатываемой поверхности): так можно достичь правильного результата и проработать всю ванну равномерно. Если применить тактику 30, 45 или 60 градусов, то можно попросту не доварить слой, и он будет неровным, бугристым и т. п. В ходе сварки можно менять угол в зависимости от используемого метода.
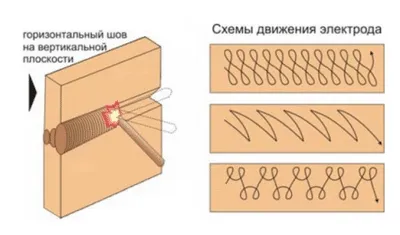
Движения и траекторию можно выполнять в нескольких вариантах. Для вертикального шва подходят такие виды:
- Елочкой: предполагает наличие зазоров в деталях (2-3 мм). Начинают работу от плоскости одной кромки. Сечение плавят по стенке, начиная с глубины и на себя. Затем вновь спускают до глубины и делают небольшую паузу, чтобы весь материал проварился. Такую манипуляцию следует проводить в каждой кромке.
- Лестница: подходит для деталей с большим зазором и отсутствием притупленности. Алгоритм действий выглядит так: электрод удерживают на одной кромке, а затем быстро поднимают на следующую зигзагообразными движениями, создавая условную лестницу. Валик в таком случае имеет сечение.
- Треугольником: подходит для изделий с зазором до 2 мм, с притуплением кромок. Варят снизу вверх, перемещая ванну так, чтобы металл успевал покрыть кристаллизованный валик. Тут необходимо полностью заполнить стык: электрод делает полку снизу, затем переходит в левую кромку, а потом в правую, создавая треугольник.
Техника работы – последний и важный фактор. Всего существует два способа: «снизу вверх» и «сверху вниз».

Как и в любом методе, вертикальные швы имеют свои нюансы создания. Для правильного проведения процесса следует помнить о следующей специфике:- Следует понимать, что гравитация постоянно тянет жидкий металл к полу, создаются некоторые наплывы. Их появление может ухудшить качество шва. Чтобы избежать такого дефекта, валики нужно делать небольшого размера – оптимальное значение должно быть сопоставимо с диаметром электрода (с возможным превышением в 2 раза). Также не стоит допускать боковых смещений кончика: это может испортить шов.
- Сила тока в любом случае должна быть ниже максимальной отметки, чтобы избежать подрезов.
- Оси валика и кончика электрода должны располагаться параллельно. Начинать сваривание нужно под прямым углом, с отклонением в 5-10 градусов. Иначе в сечении появится «козырек», который будет мешать нормальному стеканию капель.
- Нужно использовать движения вверх-вниз, чтобы увеличить размер (ширину) шва.
- Важно удерживать минимальную форму капель, чтобы материал застывал с большей скоростью. Чтобы капли были меньше, необходимо уменьшить размер дуги (расстояние от кончика до сечения) и совершать электродом движения вверх, в сторону (но не поперечные).
Нюансы вертикальной сварки
У сварки вертикального шва ручной дуговой сваркой есть достаточно много тонкостей, о которых необходимо знать начинающему специалисту:
- Нагрев металла приводит к образованию скатывающихся вниз капель. Это вполне естественно, однако такие процессы вызывают значительные трудности во время работы. Дело в том, что раскаленные капли закрывают от сварщика обрабатываемую зону, не позволяя формировать качественный шов.
- Чтобы капля не мешала, ей нужно позволить затвердеть, отводя стержень в сторону. Без постоянной поддержки температуры металл быстро кристаллизуется.
- Вертикальные швы лучше выполнять при помощи короткой дуги, так как за счет поверхностного натяжения облегчается переход электрода в кратер.
- В верхней зоне расплавление металла обычно происходит быстрее, а кристаллизация ускоряется в области стыков.
- На качество шва влияет верный выбор силы тока. Обычно этот показатель делают ниже, чем при осуществлении других видов сварочных работ.
- Может применяться точечная сварка, но нужно понимать, что она дает низкое качество крепления элементов.

Осуществление вертикальной сварки, как правило, является непростой задачей для неопытных специалистов. Однако эта процедура очень востребована, так как с ее помощью электродом устраняют различные дефекты. Также ее используют для создания ответственных, в том числе несущих, конструкций.
2 метода создания вертикального шва дуговой сваркой
Главная сложность, с которой сталкивается любой начинающий специалист при выполнении вертикального шва дуговой сваркой, связана с формой самого соединения. Так как оно располагается вертикально, то расплавленный металл, подчиняясь законам физики, стремится стечь. А значит, сложнее обеспечить высокое или хотя бы приемлемое качество работы.
Поэтому основная задача специалиста состоит в том, чтобы не только сделать шов, но и удержать расплавленную массу в рабочей области. Для этого необходима стабильность, иными словами, важно обеспечить постоянную электрическую дугу, которую удерживают на наименьшем допустимом расстоянии между ванной и электродом.
1. Сварка снизу вверх.
Данный способ используется чаще всего и предполагает, что работа ведется от нижней части стыка к верхней. В результате сварщик может контролировать расплав, ведь его легче удерживать в ванне. Тогда получается качественный и надежный шов.

Но прежде чем приступать к сварке, важно подготовить кромки соединяемых элементов – для этого их обрабатывают абразивом. Далее настраивается оборудование, выставляются основные показатели, такие как сопротивление, сила тока, подбирается электрод.
После чего по всему стыку необходимо сделать прихваты длиной 1-2 см. За счет их равномерного расположения предотвращается деформация поверхности изделия, вызванная резким повышением температуры. В процессе создания вертикального шва дуговой сваркой между электродом и рабочей поверхностью важно держать угол, равный 45–90°.
По инструкции сварщик должен выполнить следующие действия:
- Подсоединить электрод к металлу, обеспечивая образование дуги.
- Сделать прихватки, начиная от середины и двигаясь к краям. Они должны находиться друг от друга примерно на одинаковом расстоянии, их точное число варьируется в зависимости от размеров будущего соединения.
- Сформировать шов, двигаясь снизу вверх.
- Не позволять расплаву вытекать за пределы рабочей ванны.
Перемещение электрода не должно происходить слишком быстро, поскольку на большой скорости исключается хороший прогрев заготовок. Однако медленная работа чревата тем, что будет собираться очень большой объем расплава, стекающего по металлу. Важно выбрать скорость, обеспечивающую оптимальное количество расплавленного металла в ванне.
Помимо поступательного движения электрода снизу вверх, совершаются также поперечные движения. Для этого может использоваться любой подходящий прием, например, «полумесяц», «елочка». Метод поперечного перемещения расходников разрешается применять лишь при толщине заготовок более 4 мм.
Еще одно важное правило работы с вертикальными швами: стык проходят, не останавливаясь. Это представляет главную сложность для молодых специалистов. Но со временем они нарабатывают необходимые навыки, и такая разновидность сварки больше не вызывает прежних трудностей.
2. Сварка сверху вниз.
Данный способ создания вертикального шва дуговой сваркой тоже активно используется сварщиками, однако для его применения важно знать об одном нюансе, так как в противном случае выполнение такой работы окажется очень проблематичным. При поджиге дуги важно, чтобы электрод располагался под прямым углом к рабочей поверхности. После начала работы держатель немного опускают, чтобы угол между электродом и металлом составлял 15–20°.
Проводка электрода по стыку предполагает также поперечные движения. Последние, по желанию сварщика, могут быть прямыми (прямоугольными), пилообразными либо волнообразными. При использовании данного метода расплав должен оставаться в ванне, равномерно распределяясь в ней. Нужно понимать, что этот способ вертикальной сварки сложнее первого. Но его особенно ценят опытные мастера как возможность создания действительно качественных и прочных швов.
Как правильно варить вертикальный шов электросваркой
Чтобы преодолеть силу притяжения, необходимо придерживаться двух основных принципов:
- Кристаллизация металла должна проходить быстрее, чем при обычной работе. Этого можно добиться, если количество расплавленного сплава будет меньше. То есть нужно поддерживать минимальную длину электродуги – перемещать электрод прерывистыми движениями, похожими на постукивание.
- Лучшее движение – снизу вверх. Так, внизу будет образовываться затвердевшая масса, которая не даст металлическому составу сливаться вниз.
Но не всегда второй принцип может быть реализован. Бывают ситуации, когда нужно изменить направление. Ниже расскажем, что для этого требуется сделать.
Как варить вертикальный шов дуговой сваркой по технике снизу вверх
Сперва следует по всей линии сделать короткие, до 2 см, прихваты. Они соединяют два листа и препятствуют дальнейшему смещению или деформации в связи с нагревом.
Угол наклона проводника не должен быть меньше 45 градусов, больше – допустимо вплоть до 90. Сам электрод должен быть направлен вверх. Начало работы происходит в самой нижней точке. Скорость передвижения – небольшая. Необходимо следить за ванной, чтобы она не была слишком большой.
Если сварщик производит соединение конструкции со стенками, превышающими 4 мм, то допустимо производить поперечные движения, например, елочкой. Они увеличивают прочность. Посмотрим варианты на изображении:
Как правильно сварить вертикальный шов электросваркой по технологии сверху вниз
Чтобы добиться хорошего контроля за движением расплава, следует изменять угол электрода. Сперва он должен располагаться под 90 градусов. Когда первый наплав произойдет, нужно подвинуть проводник ближе – на 70-75.
Остальные хитрости остаются прежними. Опытные сварщики считают, что хоть в таком направлении варить труднее, но результат – намного лучше по прочности и внешнему виду.
Технология производства вертикальных швов
Чтобы разобраться в том, как правильно варить вертикальный шов электросваркой, нужно запомнить, что здесь будет использоваться совершенно иная технология. На сварку вертикальных швов продольного типа еще большее влияние оказывает гравитация, так как расплавленный металл заготовки будет стекать вниз, а все газы поднимаются.
При сварке вертикальных швов необходимо принимать во внимание ряд определенных нюансов:
- Валики продольных швов делают максимально тонкими, чтобы не образовывались наплывы. При этом, при формировании валика электрод проводят только строго в одном положении;
- Сварка потолочного шва в вертикальном положении подразумевает образование валика, ширина которого будет сопоставима с диаметром электрода. Превышение в данном случае возможно, но не больше, чем в два раза;
- Вертикальная сварка подразумевает использование максимальной силы тока, чтобы не получались подрезы основного металла;
- Дугу и электрод также проводят под углом приблизительно 80 градусов.
Параметры для вертикального сварочного шва
Есть стандартные рекомендуемые значения, но мы советуем испытать опытным путем выставляемый режим.
| Диаметр электрода, мм | Сварочный ток при положении шва, А | ||
| нижнее | вертикальное | потолочное | |
| 3 | 70 — 100 | 70 — 80 | |
| 4 | 120 — 150 | 100 — 120 | 100 |
| 5 | 150 — 180 | 130 — 150 | — |
Как варить вертикальный шов инвертором: правила, технология, алгоритм
При изучении сварочного аппарата новичку может казаться, что теперь он легко может варить вертикальный шов инвертором. Но на практике все может показаться намного печальнее: с изнанки изделие получается деформированным, а не настроив правильно силу тока – и вовсе тонкий металл трескается.
Не стоит огорчаться раньше времени и бросать это полезное занятие. Наши советы помогут научиться варить вертикальный шов дуговой сваркой.
Техника получения хорошего сварного соединения
Когда валики начнут получаться ровными, можно попытаться начать изготавливать соединительные швы. Такую операцию сможет выполнить достаточно опытный практикант, который умеет варить электросваркой.
Зажигание электрода выполняется согласно описанной выше технологии. Единственным отличием будет движение руки сварщика. Она будет выполнять колебательные движения. Расплав будет как бы переходить с одной поверхности детали на другую. Движение может происходить по нескольким траекториям:
- Зигзагообразная;
- Петлевидная;
- Елочкой;
- Серпом.
Для тренировки можно взять небольшую металлическую заготовку. По поверхности мелом провести линию, чтобы ее можно было увидеть через темное стекло маски. Именно по ней нужно двигаться электродом, чтобы получить своеобразный шов, в виде любой вышеуказанной траектории.
После того, как шов остыл нужно молотком отбить шлак и рассмотреть проделанную работу.
Когда появился небольшой опыт можно начинать изготавливать соединительные швы, которые имеют несколько видов:
- Тавровые;
- Стыковые;
- Угловые;
- Внахлест.
Кроме того, такие швы могут быть горизонтальными и вертикальными, могут свариваться в разных направлениях.
Только после многочисленных тренировок можно добиться равномерного движения руки. После этого можно получить красивые детали.
Условия для качественного вертикального шва
Чтобы шов получился правильным, он должен:
- быть высокопрочным;
- выполнен качественно;
- выглядеть эстетично.
Самыми распространенными ошибками являются:
- Неправильное нахождение стержня в процессе работы. Он в обязательном порядке должен находится перпендикулярно, иначе образуется угол, и дуга станет непостоянной.
- В случаях, когда сварщику требуется варить вертикальный шов дуговой сваркой, не соблюдается размер длины дуги. Когда она слишком длинная, образовываться подтеки.
- Наклон стержня для снижения количества подтеков. Таким образом нарушается весь технологический процесс.
Рекомендуется не забывать выполнять такие полезные рекомендации:
- нужно подготовить свое изделие: зашкурить, удалить с него грязь, избавиться от остатков масла, ржавчины или краски;
- если вышло, что появление подтеков неизбежно – немного увеличить силу тока вместе с шириной каждого шва.
Возможные дефекты вертикального шва дуговой сварки
Ошибки при выполнении работ влекут за собой такие дефекты:
- Непровар.
Так называют полости воздуха в стыке, из-за которых получается недостаточно надежное соединение. Данная проблема может возникать при использовании слишком маленькой силы тока либо при очень быстром перемещении электрода.
- Подрез.
Это канавка, которая образуется при наличии широкой сварной ванны. Дело в том, что в таком случае металл прогревается на большое расстояние, капля расплава сходит вниз, а на месте появляется полость. Предотвратить такой дефект позволяет уменьшение электродуги.
- Прожог.
Прожог чаще всего допускают новички, когда хотят увеличить подачу тока при формировании вертикального шва дуговой сваркой. В результате образуется полость. Чтобы такого не случилось, важно обеспечить плавное движение электрода без продолжительных остановок на одном месте.
- Поры и наплывы.
Речь идет о неровностях, которые возникают из-за того, что на разных участках вертикального шва кристаллизация протекала с разной скоростью. Причина – в ошибке при выборе технологии сварки или использовании некачественных электродов, а также простом сквозняке.
- Трещины.
Это главный признак того, что соединение не выдерживает оказанные нагрузки и сварку нужно повторить.

Инструкция для начинающего сварщика
Сварочные работы допустимо выполнять только при условии применения соответствующей экипировки.
Стандартный комплект содержит:
- Куртку, брюки, перчатки, обувь из несгораемых прочных крепких материалов.
- Головной убор, полностью закрывающий заднюю часть головы.
- Специальную защитную маску для лица и глаз.
Для производства сварки следует применять исправный аппарат, электрическая часть которого закрыта надёжным корпусом. Входящие в состав аппарата электрические кабели должны иметь целую изоляцию и соответствовать электрическим характеристикам прибора.
Место сварщика необходимо оснастить рабочим столом, источниками света, шиной заземления, средствами защиты от поражения электрическим током и противопожарными средствами.
И еще перед началом работ надо скрупулезно проштудировать правила электросварки, рассмотреть и изучить методы и варианты выполнения соединений.
Рекомендации по сварке вертикального шва
Грамотное формирование вертикальных швов считается среди сварщиков достаточно трудной задачей. Чтобы выполнить ее, необходимо хорошо знать теоретические основы работы и иметь навыки правильной работы с вертикальным швом.
При наложении вертикального шва дуговой сваркой обязательно выполнение таких правил:
- При поджоге электрода он должен находиться перпендикулярно свариваемому изделию.
- Чем короче дуга, тем выше скорость кристаллизации металла. Это позволяет избежать подтеков, негативно отражающихся на виде шва.
- Наклон электрода защищает от стекания капель при формировании дорожки.
- Подтекание металла устраняют за счет увеличения ширины шва, силы тока.
- Двигаться лучше снизу, в противном случае шов получится недостаточно высокого качества. Немного исправить ситуацию можно при помощи плавного перемещения электрода.
- Перед работой с тонким металлом пластины следует тщательно очистить. Лучше проводить точечное сваривание во избежание прожога листов малой толщины.
При соединении толстых изделий вертикальным швом дуговой сваркой рекомендуется выбирать многопроходный способ и делать больше одного слоя сварки. При наложении последующих слоев можно увеличить диаметр электрода, если вам так удобнее. Последний слой не может выходить за разделку кромок.
Вертикальные швы получаются высокого качества, если в процессе подготовки к сварке была учтена толщина деталей, а также выбран подходящий способ. В такой работе многое зависит от надежности фиксации, ведь вертикальное расположение шва предполагает наличие дополнительных трудностей для сварщика.
Советы
Сварка швов, расположенных вертикально, считается достаточно трудной для грамотного исполнения. Помочь могут теоретические знания особенности технологии сварки, позволяющие получить качественный вертикальный сварочный шов и как правильно его варить.
Следует соблюдать следующие условия:
- При поджоге электрода его положение должно быть перпендикулярным по отношению к свариваемому материалу.
- Чем дуга будет короче, тем металл будет кристаллизоваться быстрее. Это снижает риск появления подтеков, портящих внешний вид шва.
- Чтобы капли жидкого металла не стекали вниз при формировании дорожки, электрод следует наклонять.
- При подтекании металла увеличивают ширину шва и силу тока.
- Двигаться следует снизу. При необходимости выполнять движения вниз придется приготовиться к тому, что качество шва будет пониженным. Немного поможет плавность перемещения.
- При сварке тонких пластинок следует предварительно тщательно их очистить. Имеет смысл в этом случает применять сваривание точками. Это снизит риск прожога тонких листов.
- Сварку толстых изделий целесообразно осуществлять несколькими слоями многопроходным способом. Для последующих слоев можно использовать электрод несколько большего диаметра. При этом последний слой не должен заходить за пределы разделки кромок.
Вертикальные сварочные швы получатся качественными при учете толщины деталей и выбора подходящей методики. Поскольку вертикальное положение шва вносит дополнительные трудности, большую роль играет надежная фиксация свариваемых деталей.
Итог
Установка разнообразных металлоконструкций требует использования различных сварочных швов. От правильности их выбора зависит качество и долговечность изделий.
Опытные сварщики без труда могут определить, какой вариант соединения будет оптимальным в каждом конкретном случае. Однако новичкам сделать это будет значительно тяжелее, поэтому им обязательно следует ознакомиться с особенностями каждого вида соединения.
[spoiler title=»Источники»]
- https://sovet-ingenera.com/santeh/svarka/kak-varit-vertikalnyj-i-gorizontalnyj-shvy-elektrosvarkoj.html
- https://sto82.ru/svarka/kak-varit-vertikalnyj-shov.html
- https://svarkaed.ru/svarka/shvy-i-soedineniya/kak-varit-vertikalnyj-shov-opisanie-i-rekomendatsii.html
- https://store.fubag.ru/tips/kak-varit-vertikalnye-shvy-kachestvenno/
- https://vt-metall.ru/articles/543-vertikalnyj-shov-dugovoj-svarkoj
- https://msmetall.ru/metalloobrabotka/vertikalnaya-svarka.html
- https://printeka.ru/prochee/kak-varit-vertikalnyj-shov-dugovoj-svarkoj.html
- https://VseProTruby.ru/svarka/elektrosvarka-bez-opyta.html
- https://tutsvarka.ru/vidy/svarka-vertikalnyh-shvov
[/spoiler]
Какой присадкой варить чугун?
Для варки чугуна используется специальный состав, который называется чугунный пруток или ферросплав. Это сплав металлов, который добавляется в жидкий металл для улучшения его свойств и качеств.
Чтобы приготовить чугунный пруток, нужно смешать несколько видов металлов в нужных пропорциях и расплавить их в специальной печи при высокой температуре. Полученный сплав заливают в формы, где охлаждается и превращается в прутки.
Для варки чугуна прутки добавляются в расплавленный металл. При этом необходимо соблюдать правильные пропорции и технологию варки, чтобы получить качественный чугун.
В производственных условиях, где выполняется варка чугуна, применяются специальные процессы и оборудование, чтобы обеспечить правильную температуру и перемешивание металла с примесями. Поэтому варка чугуна является сложным технологическим процессом, который требует специальных знаний и навыков. Если вам требуется варить чугун в домашних условиях, рекомендуется обратиться за консультацией к профессиональному металлургу.