Как сделать самодельный трубогиб для круглой трубы: 6 шагов, чертежи и видео инструкции. Лучшие примеры видео самоделок трубогибов
Если вам нужно изготовить трубогиб для круглой трубы своими руками, то мы подготовили для вас 6 инструкций с чертежами и видео. Наши примеры лучших самоделок помогут вам понять, как сделать такой трубогиб своими руками. Смотрите видео и создавайте самодельный трубогиб прямо сейчас!
Виды трубогибочных станков
Эти приспособления, дают возможность сгибать профильные или круглые трубопрокатные материалы под нужным углом. Они делятся на:
- гидравлические;
- механические;
- ручные.
Первый вид справляется со сгибанием больших размеров, механические модели используют для средних по величине, а ручные считаются идеальным вариантом для сгибания круглых труб диаметром до 3 см или профильных до 4 см.
По своим конструктивным особенностям, функционалу и принципу работы они разделяются на:
- арбалетные;
- сегментные;
- пружинные.
К основным ручным (механическим) самодельным трубогибам для круглых труб относятся:
- Роликовые — предназначены для изделий, диаметр которых до 40 мм, и применяются, если требуется небольшой угол изгиба;
- Гибочная плита — используется для получения углового загиба малого и среднего радиуса;
- Улиточные — универсальный вид, позволяет производить сгибание круглой трубы по всей длине;
- Арбалетные — устройства похожи на роликовые, но имеют повышенную производительность;
- Рычажные — простые конструкции, они используются при сгибании труб среднего и большого размера под определённым углом.
Модели гидравлических трубогибов для круглых труб или механизмы, работающие от электропривода самостоятельно изготовить сложнее.
Сделать загиб без использования трубогибочного станка не получится, можно попросту испортить изделие или деформировать его.
! Представляем вашему вниманию пошаговою инструкцию, как произвести загиб без профилегиба в домашних условиях.
Технология работы любого трубогиба заключается в возможности правильно согнуть изделие под требуемый радиус.
Если при сгибе не уделяется особое внимание качеству результата, то самодельные конструкции справятся с данной задачей на все 100%.
Необходимые инструменты
Начинать следует с подготовки инструмента, который понадобится в работе. Для сборки любого самодельного гибочного приспособления потребуется:
- сварочный аппарат;
- токарный станок — если детали будите вытачивать сами, а не прибегните к помощи профессионального токаря (хотя есть виды, при изготовлении которых не требуются токарные работы);
- тиски и молоток;
- пила по металлу;
- линейка;
- дрель;
- болгарка.
Это основной инструментарий, который необходим при изготовлении любой модели своими руками, возможно понадобятся другие инструменты, при сборке того или иного вида.
Делаем электромеханический трубогиб
Мы решили рассказать вам, как изготовить электромеханическую модель трубогиба. Такое оборудование способно справиться с любым объёмом работ, при этом не придётся прикладывать физическую силу.
Для изучения, представляем две версии инструкции как изготовить трубогибочный станок для круглых труб своими руками. Если после ознакомления текстового руководства возникнут вопросы, рекомендуем смотреть так же и видео материалы.
Как сделать трубогиб без сварки и токарки. Размеры, чертежи, нюансы The pipe bender Watch this video on YouTube
Устройство состоит из трёх рабочих органов — одного нажимного и двух опорных валиков, поэтому его ещё называют трёхваловым прокатным станком. Это один из самых сложных гибочных механизмов, который можно собрать своими руками, но мы решили начать именно с него. Если он у нас получится, то сделать более простые виды трубогибов нам не составит труда.
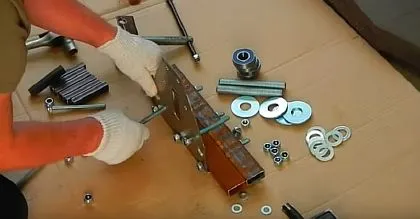
Итак, устройство мы будем делать из: 204-ых подшипников, стабилизатора поперечной устойчивости от автомобиля «Ваз», гаек, шпилек, обрезков труб (20 на 40 с толщиной 2 мм, 15 на 15 на 1,5 мм; 80 — 80 — 5 мм), металлического листа толщиной 3 мм.
Для сборки электрического гибочного станка мы воспользовались следующими чертежами.
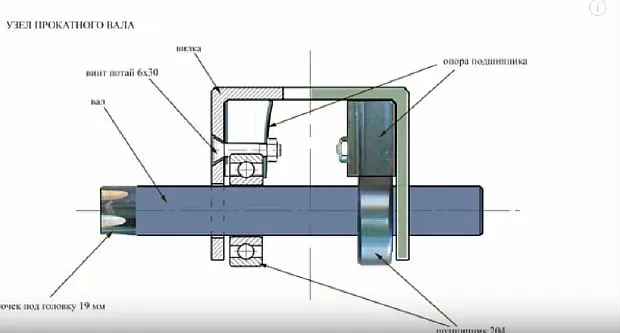
Схема прокатного станка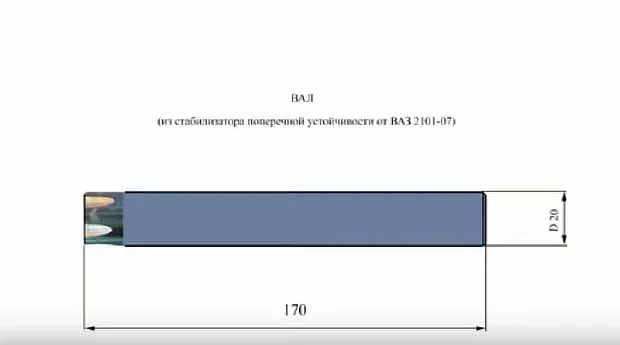
Схема вала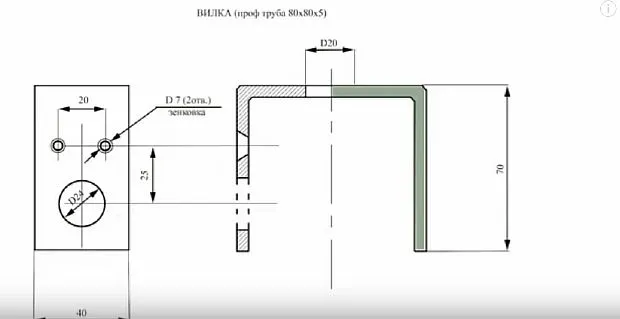
Чертёж вилки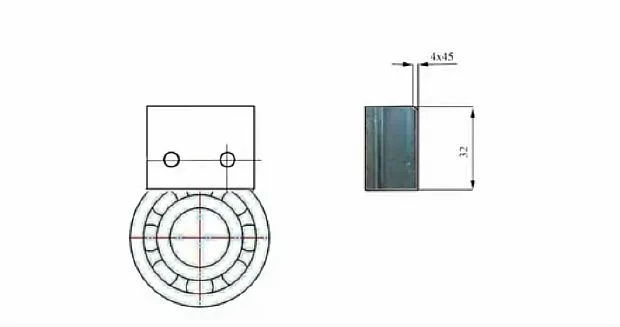
Опоры для подшипников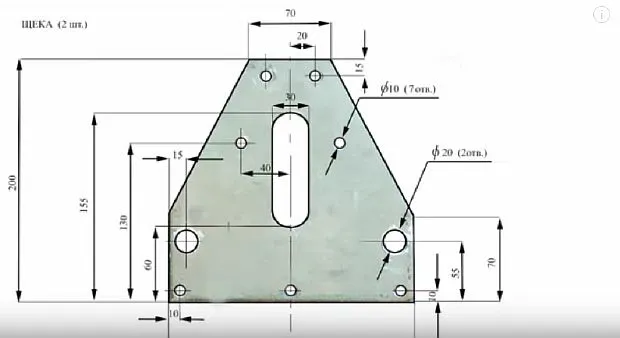
Чертёж щеки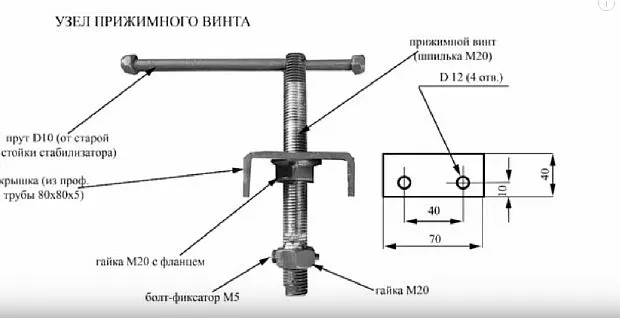
Схема прижимного винта
Переходим к работе, пошаговая подробная инструкция выглядит следующим образом:
- Подготавливаем станину — для этого понадобится два отрезка арматуры или профиля одного размера, на верхней стенке которых мы делаем по 4 отверстия для наших шпилек.

Детали для станины
- Из металлического листа вырезаем две боковые стенки конструкции, проделываем в заготовках отверстия для их крепления к станине и установки вальцов, а также большое окошко для подвижного валика. Отверстия следует проделывать сразу в двух заготовках, чтобы они совпадали.

Вырезаем боковины
- Берём стабилизатор поперечного сечения от жигулей, протачиваем его под головку 19, это позволит вращать вал шуроповёртом. На него будет одеваться подшипник с диаметром 20 мм.

Делаем проточки на стабилизаторе
Одеваем подшипник
- Приступаем к изготовлению прижимного механизма из винта и куска швеллера, размер которого должен быть чуть меньше, чем расстояние между боковыми стенками конструкции, чтобы заготовка свободно ходила в нем. В швеллере проделываем отверстие, равное размеру винта, куда привариваем гайку. После чего вкручиваем винт и снизу фиксируем гайкой. Сверху в винте просверливаем отверстие, в него вставляем шпильку, которая будет служить рукояткой.

Привариваем гайку
Вставляем винт
- На вал одеваем два подшипника, фиксируем шайбами. Заготовка устанавливается на швеллер, в котором предварительно мы проделали отверстия для прижимного винта и боковые для крепления.
Собираем прижимной вал
Приступаем к сбору приспособления:
- вставляем шпильки в отверстия одной боковой стенки и фиксируем их гайками;
- средние шпильки — это наши входной и выходной ролики, они наборные, размер зависит от комплектации подшипниками под различные задачи;
Вставляем шпильки-ролики
- на нижние шпильки одеваем шайбы, а затем устанавливаем две заготовки из профиля, которые будут служить основанием нашего станка;

Устанавливаем профильное основание
- прижимной вал размещаем в середине конструкции, протолкнув винт в отверстие, он должен располагаться точно по центру между роликами, а между винтом и щеками устанавливаем прокладки из металлической пластины;
Размещаем прижимной вал
- прижимной винт прикручиваем к швеллеру вала гайкой;

Прикручиваем прижимной винт
- накрываем конструкцию второй боковиной и закручиваем гайки.
Одеваем стенку
Если к валу приварить ручку, то получится механическое устройство, которое будет работать от ваших усилий.
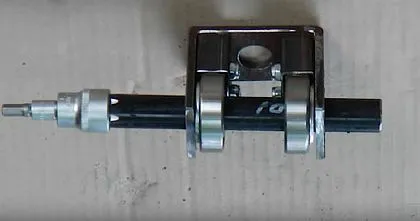
Станок готов, остаётся на заточенную сторону вала одеть головку, а затем с помощью шуруповёрта привести в действие устройство. Это универсальный станок-кольцевик, используя его вы сможете изгибать не только круглые, но и профильные трубы, достаточно только поменять насадки на роликах.
Ручной трубогиб на роликовом механизме
Сделать своими руками ручной трубогиб на роликах несколько проще, поскольку здесь меньше механических элементов. Приспособление позволяет изгибать трубы в определенных местах.
Устройство должно иметь длинный рычаг, поскольку для изгибания изделий требуется непосредственное ручное усилие.

Описание конструкций
Изложенного выше материала достаточно для предварительного выбора конструкции необходимого для данной конкретной работы трубогибочного оборудования. Для уточнения к окончательному решению даем более развернутые описания.
Рычаг
Устройство ручного гибочного рычага – проще некуда, см. рис. Однако таким вот примитивным приспособлением века и тысячелетия выгибались детали, порой ставящие в тупик и современных технологов. Трубу можно уложить и просто на землю, подложив под нее деревянные чурбачки и закрепив вбитыми в грунт скобами. Работать рычагом лучше с придерживающим заготовку подсобником, сверяясь в ходе гибки по заранее подготовленному шаблону.
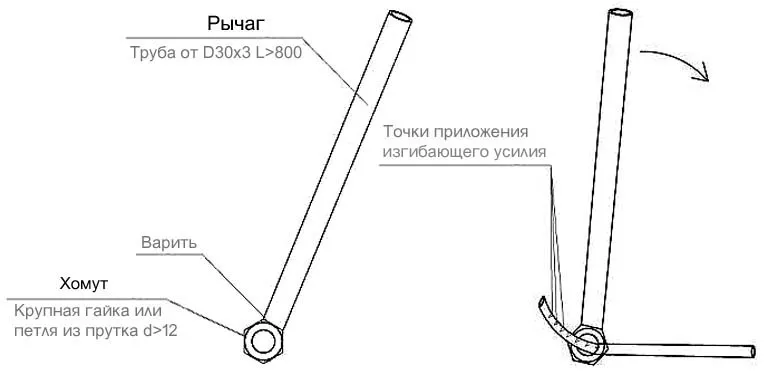
Ручной гибочный рычаг для труб
Плита
Гибочная плита (опорно-упорный ручной трубогиб) известна так же давно, как и рычаг. Конструкция в некотором роде гениальная: в качестве гибочного рычага используется сама изгибаемая труба, а вместо «дырки» (хомута на рычаге) его противоположность – прочный опорно-упорный штырь или несколько их. В общем, все по законам Мерфи: если никак не получается, как надо, попробуй сделать все наоборот.
Устройство гибочной плиты понятно по рис. (слева):
Гибочная плита (опорно-упорный ручной трубогиб) и ее “грунтовая” модификация для изготовления дуг каркаса теплицы
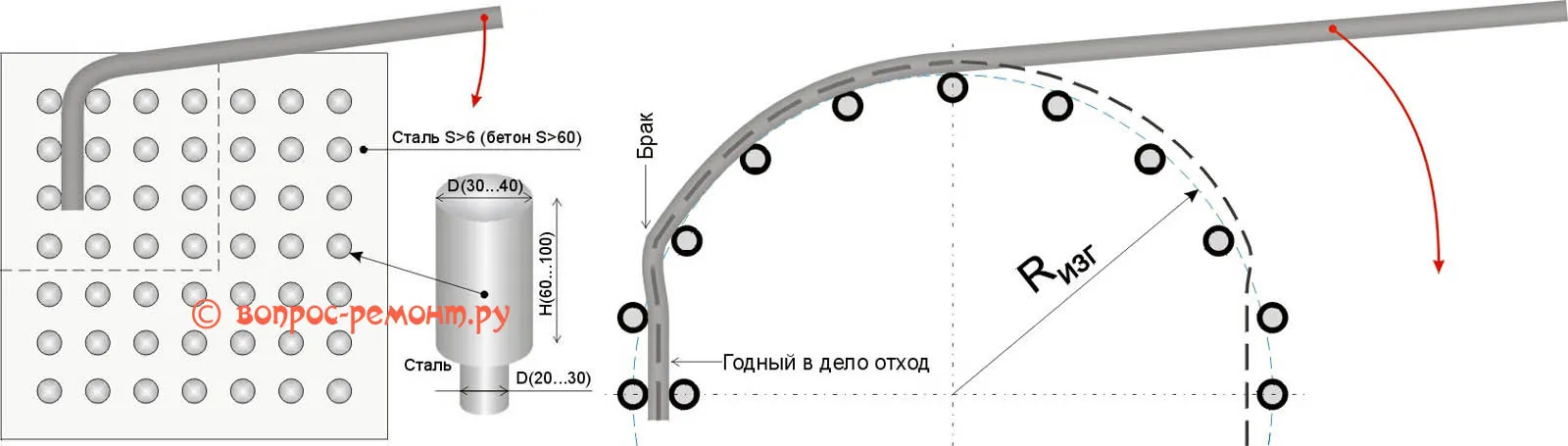
Наиболее употребительная разновидность – 4х4. На плите можно делать на доомонтаж (с допустимыми дефектами) все общеупотребительные изгибы. Мешающие упоры просто снимаются; недостающие подставляются. Шаг установки опорно-упорных штифтов берется таким, чтобы между ними входила самая толстая из используемых труб. Бетонную плиту можно залить прямо на грунт в каком-то непотребном месте стройплощадки, напр. где будет фундамент сарая (внутри, не под лентой!) или, допустим, выгребная яма. Марка готового раствора – от М250; армирование не менее чем 2-ярусное. Лунки до штифты формируются деревянным палками, обернутыми пленкой или обильно смазанными солидолом (хуже). Штифты для бетонной плиты нужно делать с хвостовиками длиной в толщину плиты; можно применять и простые круглые штифты из отрезков толстостенной трубы или стального прутка.
«Земляная» модификация гибочной плиты показана в центре и справа на рис. Опоры/упоры – вбитые в грунт трубы или деревянные колья. На таком «станке» можно за раз выгнуть до 5-6 тепличных дуг из трубы до 16х15х2. Важная особенность: трубу нужно обводить по упорам медленно, в несколько приемов, иначе вследствие отдачи напряжения возможен брак – обратная волна. Пленка на ней будет все время протираться, а качественно смонтировать поликарбонатное покрытие вряд ли получится. Уложенные дуги оставляют в «станке» на сутки (лучше – до недели), чтобы остаточные напряжения в металле трубы «рассосались» (релаксировали) и профиль дуг не «сплеснул» за допустимые пределы.
Примечание: на основе гибочной плиты можно сделать универсальный опорно-упорный ручной станок для гибки труб и прутков, см. видео:
Видео: самодельный универсальный гибочный станок
Кондуктор
«Земляная гибочная плита» это уже в сущности гибочный шаблон – кондуктор. По цельным кондукторам гнут трубы на средние и большие радиусы (поз. А и Б на рис.); возможно, с переменным радиусом изгиба. В таком случае концы заготовки на шаблоне стягивают на время релаксации металла сдвоенной тетивой, которую туго закручивают вставленным посередине куском прутка.
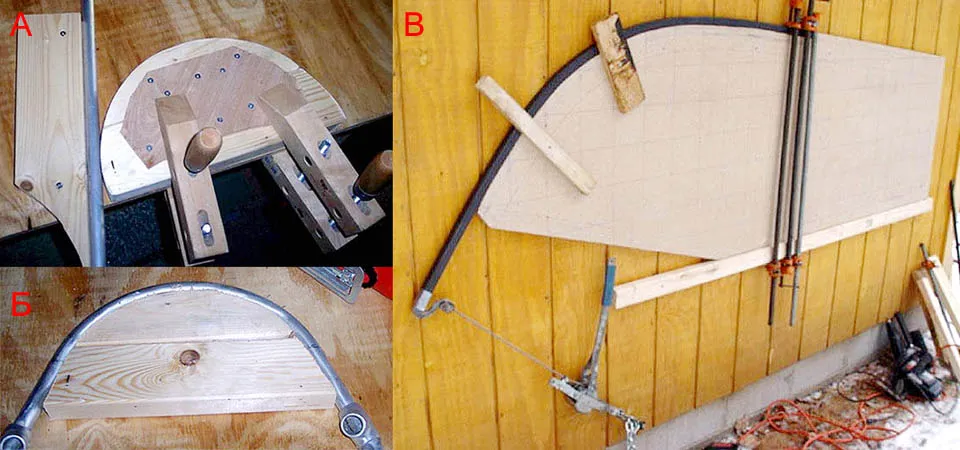
Гибка труб по кондуктору
Гибка по кондуктору возможна без использования производственной площади, если повесить шаблон на стену. Тогда фиксацию заготовки делают струбциной и ручной лебедкой (поз. В). Возможна гибка по знакопеременному радиусу, для этого трубу в вогнутостях профиля зажимают контршаблонами. О гибке труб обводкой по кондуктору см. также сюжет:
Видео: кондуктор для холодной ковки от А до Я своими руками
Слово и вальцах и роликах
Сердце всех описанных далее трубогибочных инструментов и приспособлений – профилированные ролики и вальцы. Именно эти детали в первую очередь определяют качество изгиба. Если хороший на вид станок гнет трубу 20х40х2 по радиусу 2 м с волной и/или «пропеллером» – на 99% виноваты неправильные вальцы.
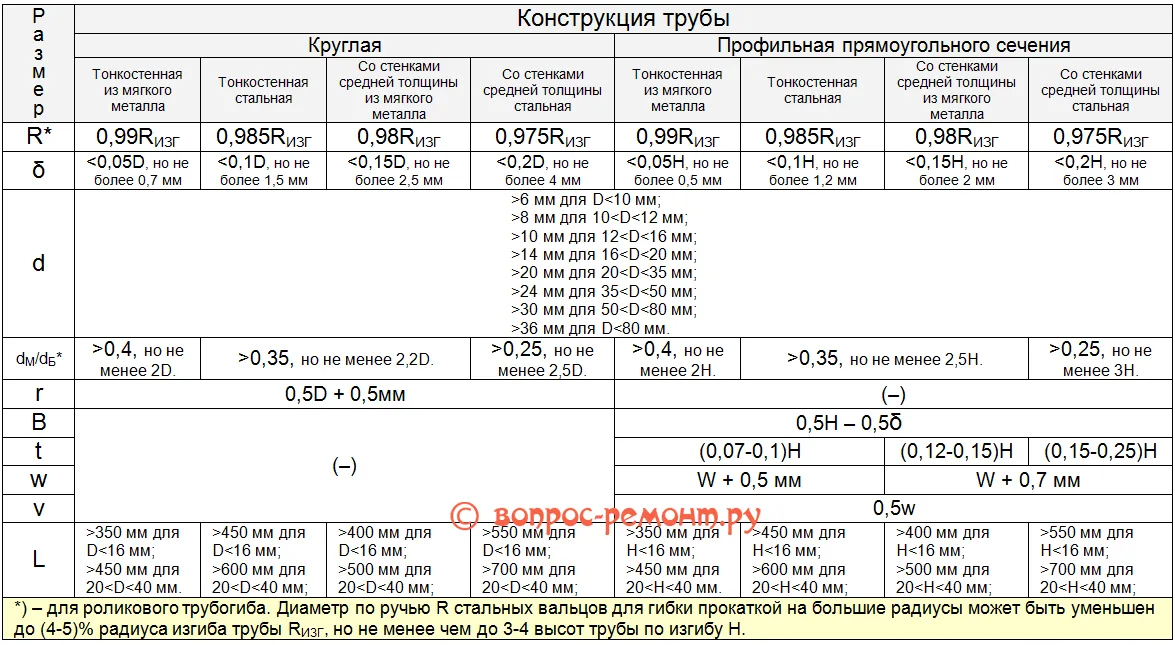
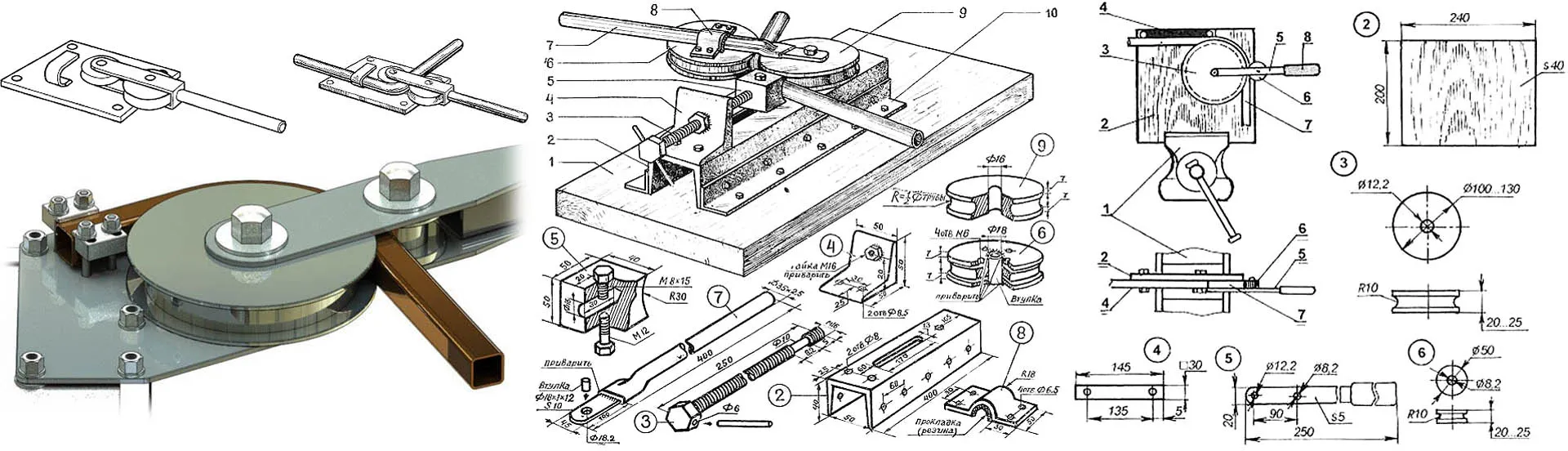
Профили, размерные параметры и установочные соотношения для вальцов и роликов трубогибочных устройств показаны на рис.:
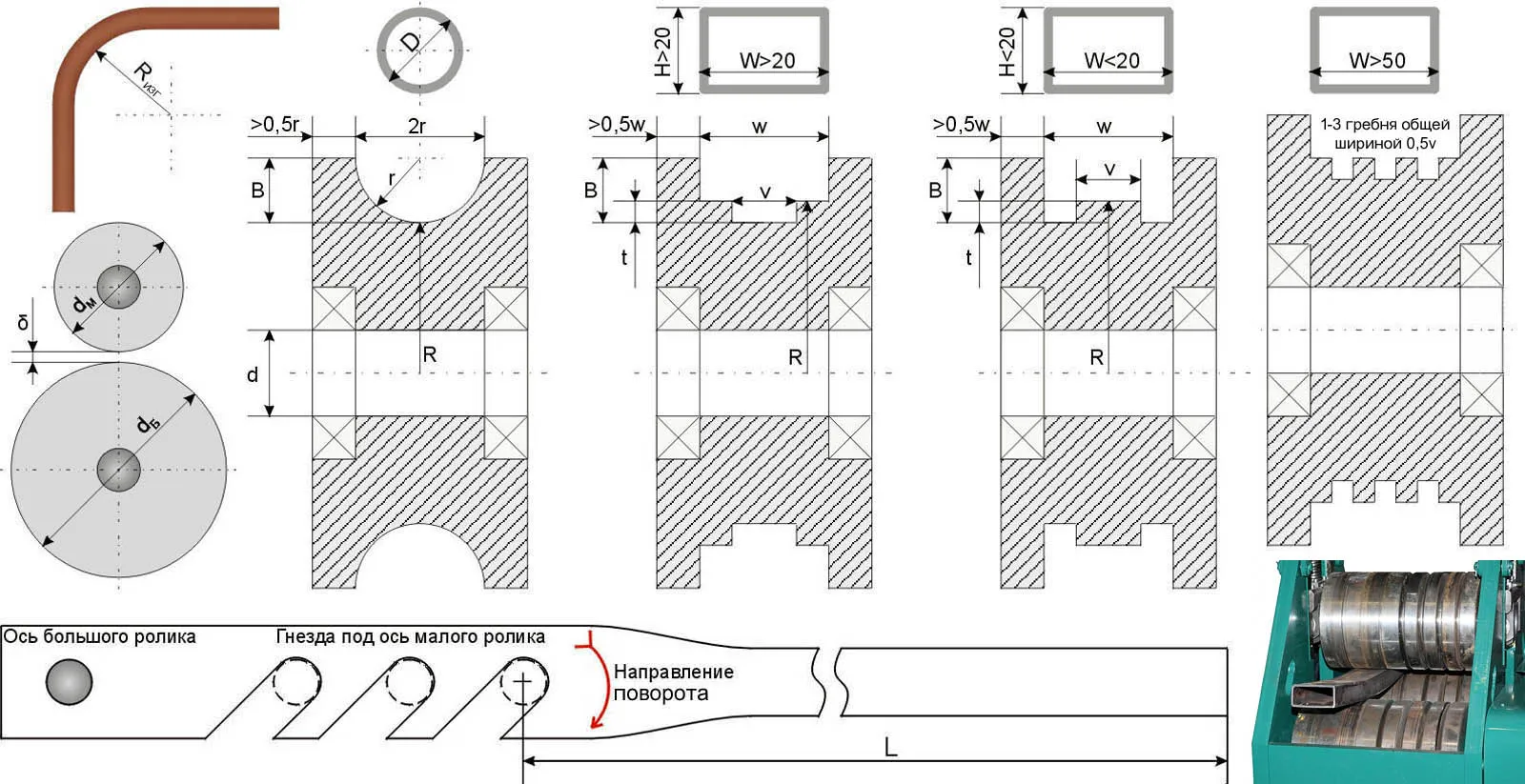
Профили, размерные параметры и установочные соотношения для вальцов и роликов трубогибочных устройств
Канавки и гребни в ручьях (рабочих желобах) роликов/вальцов для профильных труб нужны для рассредоточения технологических напряжений таким образом, чтобы исключить «плюшку» на изгибаемых сторонах и общий «пропеллер». Ширина пазов и гребней в ручьях вальцов для широких труб (справа на рис.) – в пределах 5-10 мм. Для гарантии от «пропеллера» этого еще недостаточно, см. далее. Внизу на рис. показано и устройство рычага-рукояти для ручных роликовых трубогибов. Ролики от выпадания фиксируются гайками за резьбовые хвостовики осей, но вжимание оси в косой паз при повороте рычага намного уменьшает способность ролика «пустить волну». Если сделать пазы с шагом 20 мм (по соображениям прочности), то, имея 2-4 сменных малых ролика разных диаметров, можно достаточно оперативно перенастраивать инструмент на RИЗГ где-то в пределах 20-120 мм с шагом 10 мм, чего для практических целей вполне достаточно. Численно выраженные размеры к рис. даны в табл:
А вот что для вальцов трубогиба для дуг из профтрубы не обязательно, так это «космическая» точность – в работе прикатаются до зеркала, как рельсы под колесами поезда. Поэтому, во-первых, вальцы трубогибочного станка для мелкого профиля на большие радиусы (самое то для тепличных дуг) можно набрать из фанерных дисков (см. рис.). Тогда радиус вальцов по ручью R должен быть не менее (0,2-0,25) RИЗГ, иначе труба может «слизать» ручей, и станок заклинит, а заготовка будет «запорота».
Трубогибочный станок с фанерными вальцами
Во-вторых, долговечные стальные вальцы/ролики на малые и большие радиусы можно сделать без токарки:
Видео: ролики для трубогиба без токарки
или
и даже без сварки и токарки:
а вальцы простого трубогиба для тепличных дуг в ручной протяжкой – из подшипников:
Роликовые
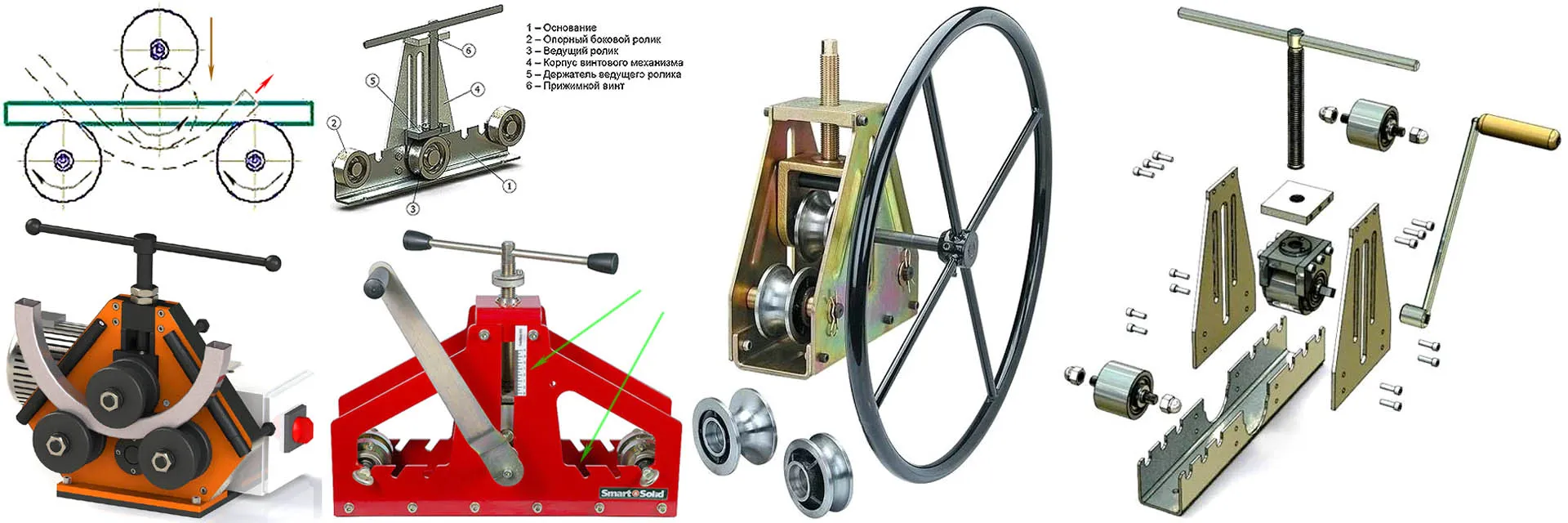
Ручные обкатные трубогибы бывают 3-роликовые (с прижимным роликом) и 2-роликовые (со скользящим упором трубы). Ролики там и там нужны точеные по профилю (точность – обычная машиностроительная), поэтому, понятно, 3-роликовый трубогиб (см. рис. ниже) обойдется дороже, но, если не рвать рычаг резко, на минимальном для данной трубы RИЗГ даст чистый бездефектный изгиб. Рабочее усилие на рычаге 3-роликового трубогиба меньше, чем на рычаг инструмента с упором, но 3-роликовая гибка в размер невозможна – труба заметно тянется за обводным роликом, поэтому заранее отмеренные ценные заготовки гнут на отводы и калачи 2-роликовым.
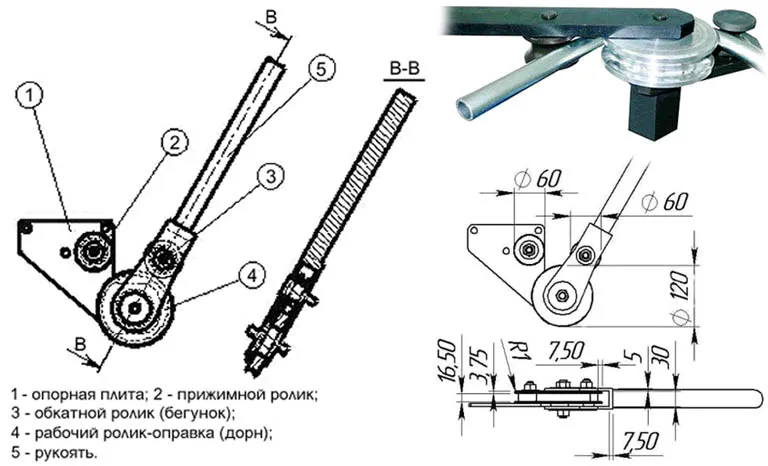
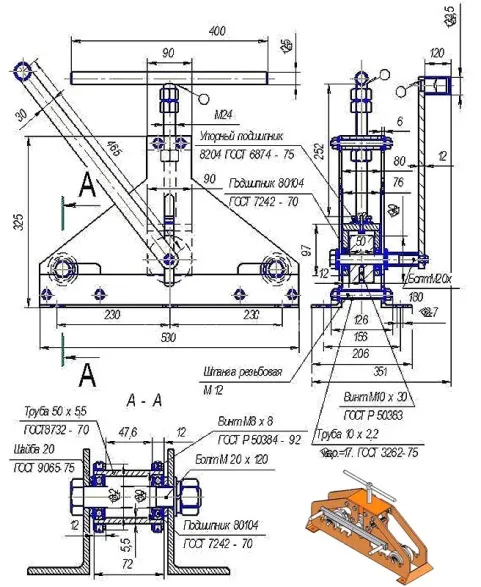
Устройство и чертежи 2-х вариантов двухроликового ручного трубогиба
Устройство 2-роликового трубогиба показано слева на след. рис., а в центре и справа даны чертежи 2-х его вариантов для слесарных, хозяйственных и монтажно-ремонтных работ: настольного и съемного для установки в тиски. Обратите внимание: пользоваться съемным трубогибом с горизонтальной плитой много удобнее. Поэтому к исподу плиты многие любители крепят Т-образно уголки от 60х60х3 и так зажимают приспособление в тиски. Но – только если их губки стальные или из серого либо белого инструментального чугуна. А сейчас в продаже полным-полно красивых, как шоколадки, тисков из сырого чугуна. От сравнительно небольшого усилия наперекос из губки отламываются очень даже хорошо.
Устройство трехроликового ручного трубогиба
Примечание: дополнительно, как собственноручно сделать без токарных работ роликовый трубогиб для профильных труб, см. видео:
Видео: простой трубогиб за 2 часа без токарки
Арбалетный
Трубогиб арбалетного типа это по сути гибочный пресс, действующий по принципу продавливания заготовки между парой точеных профилированных роликов, являющихся в данном случае матрицей пресса. Поэтому ручные арбалетные трубогибы с реечным храповым приводом редкость: на 3-4 сгибе медной трубы-десятки рука уже устает. Большая часть арбалетных трубогибов снабжается гидроприводом с подкачкой от руки или электронасоса. Скажем сразу: делать самому арбалетный трубогиб особого смысла нет. Причина не точеные ролики и/или гидравлика, но его главная часть: пуансон (башмак). Нужное для его изготовления оборудование разместить дома или в гараже и запитать от бытовой электросети совершенно нереально. Если же найти старый изношенный башмак (а их нужно несколько), то вместо более-менее приличного изгиба пойдет рвань да дрань. Поэтому назначение данного раздела – более помочь читателю выбрать подходящий арбалетный трубогиб из имеющихся в продаже или под аренду.

Арбалетные трубогибы
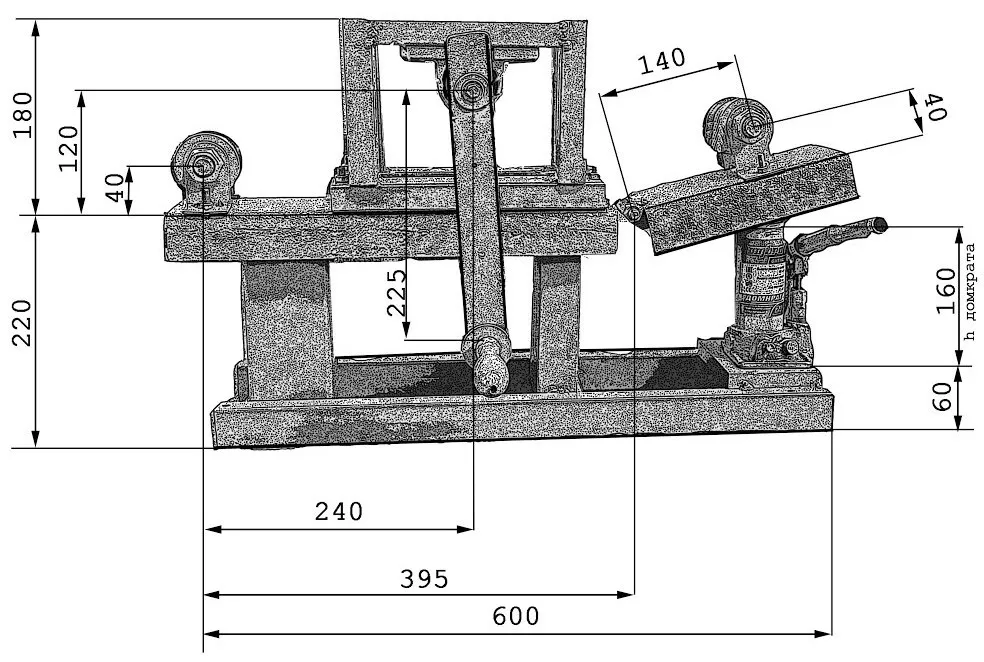
Оправдано может быть только самостоятельное изготовление стационарного арбалетного трубогиба (поз. 1 на рис.) на старте микропредприятия соотв. профиля. Набор башмаков и автодомкрат от 10 тс для него обойдутся в разы дешевле готовой единицы оборудования, тем более, что домкрат можно снимать для использования по назначению. На такой случай примерные размеры рамы установки приведены на поз. 2; ее металл должен держать усилие разрыва от 10 тс, а сдвиговое прим. до 7 тс. Но учтите: делать можно будет только сравнительно небольшие детали. Чтобы перегнуть посредине под 90 градусов 6-м трубу, весь станок нужно будет приподнять над полом более чем на 1,7 м. Что означает: высокий потолок, прочная опорная конструкция и подмости для оператора. А с точки зрения надзорных органов – работа на высоте, которая требует особого лицензирования.
Если же вы намерены купить гибочный арбалет (вариант торгового наименования), то лучше брать с двойной угловой рамой и в полном комплекте (поз. 3): докупать потом башмаки/ролики/правила поштучно обойдется в 2-4 раза дороже. Нежелательно брать инструмент с прямой рамой (поз. 4), такой дает тянучку, что заметно и на рекламном фото. Ряды установочных отверстий роликов должны быть расположены с изломом прим. на 150о, вершина которого должна приходиться на центр кривизны башмака на его рабочем выходе. Тогда гибка под 90о будет чистой, а, если приемлемы допустимые дефекты, то можно согнуть и калач.
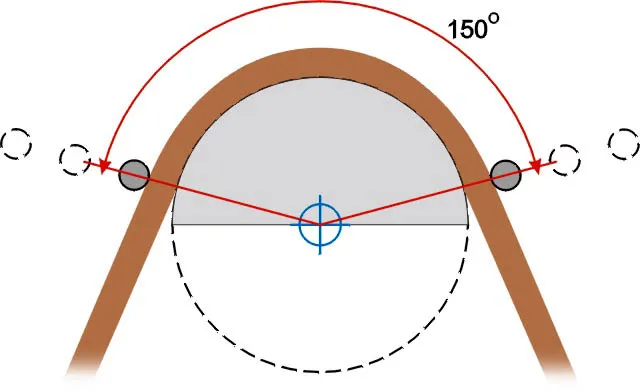
Правильное расположение установочных отверстий обводных роликов в раме арбалетного трубогиба
Что же касается «дешевых» инструментов с одинарной рамой и скользящими упорами (поз. 5), то это откровенно-коммерческая халтура. Усилие изгиба – сотни кгс или тонны, и уход изгиба от плоскости («задир усов») из-за перекоса рамы может достигать 3-5 мм/м, причем по краям изгиба идет волна. Это еще не так страшно, поначалу инструмент гнет удовлетворительно. Но вскоре покрытие скользящих губок изнашивается, их металл омедняется, и на изгибе идут задиры, а то и «плюшка» с видимыми трещинами. В общем, такой инструмент – для продажи, но не для долгой регулярной работы.
Дорновые
Дорном называется гибочный шаблон (кондуктор), к которому заготовка не прижимается, но обводится по его ручью. Применяются дорновые (обводные) трубогибы, во-первых, если изгиб малого радиуса должен быть максимально чистым и точным. С этой целью ручной привод делается храповым с понижающей передачей или электрогидравлическим. Ручные рычажные дорновые трубогибы используются, во-вторых, если нужен недорогой инструмент для быстрой гибки более чем на 90о с удовлетворительным качеством (заготовки скоб, калачи, змеевики).
Устройство и принцип действия ручного дорнового трубогиба с поворотным кондуктором и шестеренчато-храповым механизмом показаны слева на рис.:
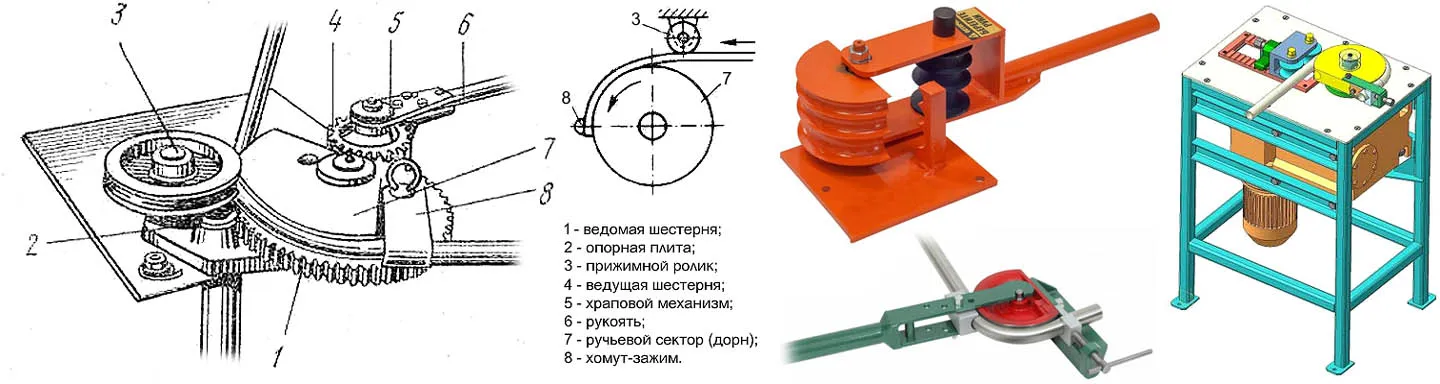
Обводные трубогибы с поворотным кондуктором
Покупной ручной обводной трубогиб с неподвижным кондуктором (в центре) нужно выбирать по тем же критериям, что и арбалетный: мощная устойчивая конструкция, прикатка заготовки к шаблону роликами (вверху в центре). На производстве достаточно широко применяются дорновые гибочные станки с электрогидравликой (справа на рис.) для очень точной и чистой гибки в размер по профилю (возможно, переменной кривизны). Дополнительный к прижимному «висячий» (паразитный) ролик служит гасителем вибраций. Электромотор через зубчатую передачу вращает кондуктор и одновременно гидронасос, от которого работает гидроцилиндр, прижимающий ролики с точно заданным усилием.
Вальцовые
Прокатные (протяжные, вальцовые) трубогибочные станки известны также в 2-х вариантах определенного назначения: с неподвижным и ломающимся столом. Те и другие, ручные и с машинным приводом, устанавливаются стационарно либо выполняются возимыми автотранспортом для использования по месту производства работ. Применяются, как правило, для гибки по большим радиусам профильных труб прямоугольного сечения, однако можно гнуть и круглые трубы. Дуги из кругляка выходят гнутыми немного винтом (по пологой спирали), но этот дефект в данном случае (круглая труба) вполне исправим в ходе монтажа. Но «винт» профтрубы обязательно пойдет и с «пропеллером», который на круглой трубе просто незаметен.
С неподвижным столом
Вальцовые трубогибы с неподвижным столом гнут профтрубы по большим радиусам без дефектов точно по профилю. Технологические «хвосты» заготовки на старте и в конце процесса не нужны, т.е. возможна гибка по профилю в размер. Однако профиль единственный: циркульная (однорадиусная) дуга. В целом такие гибочные станки – оптимум для массового производства несущих арок теплиц, навесов, гаражей и пр. хозпостроек, в т.ч. на выезде у заказчика.
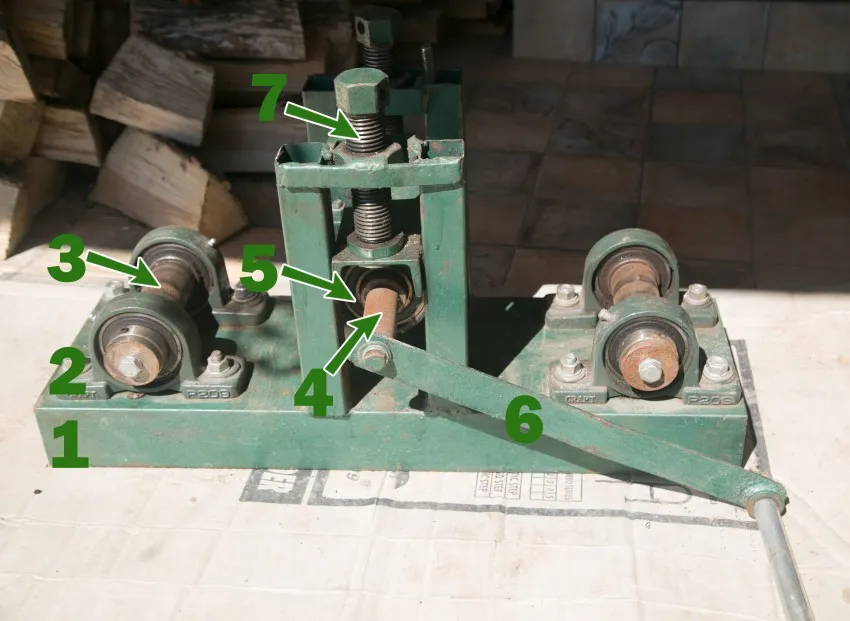
Устройство вальцового трубогиба показано на рис.:
Устройство вальцового трубогиба с неподвижным столом
Слева вверху – его принцип действия: заготовка укладывается на нижние вальцы и поджимается до нужного радиуса изгиба верхним, затем вальцы приводятся во вращение, пока не выйдет «задний хвост». Нижние вальцы – одинаковые, это обеспечит симметричное растекание технологических напряжений и, соотв., чистый бездефектный изгиб. Верхний валец обычно делают диаметром в 1,5-2,5 раза больше, чем у нижних, это ускоряет прокатку, не увеличивая существенно рабочего усилия. Приобретая или проектируя самодельный трубогиб такого типа, проследите, чтобы на нем были шкала радиусов изгиба, а установочные пазы нижних вальцов – косые «обратной елочкой» (показано зелеными стрелками). Без шкалы радиусов придется испортить несколько заготовок, а вальцы в прямых пазах, поперечных или продольных (см. ниже), могут вследствие биений или смещения «пустить волну». В работе – берегитесь несимметричной установки или смещения вальцов, тогда никакая их правильная профилировка не спасет от «пропеллера». Чертежи вальцового трубогиба для профтруб до 45 мм по широкой стороне даны на рис.:
Чертежи вальцового трубогиба с неподвижным столом
Недостаток данной конструкции – установка нижних вальцов в прямых продольных пазах, лучше бы предусмотреть косые, как показано на врезке там же. Оперативность перенастройки станка заметно не снизится, зато несимметрия и сбои настройки в работе исключаются.
Еще о приводе
Симметрия приводного усилия также важна в первую очередь «от пропеллера». Симметричное расположение вальцов в данном случае еще не вполне достаточная мера.
Для симметричного растекания технологических напряжений ведущий валец также должен быть расположен симметрично относительно ведомых, т.е. привод станка нужен на центральный (верхний) валец. Если же, напр., по эргономическим соображениям, привод просто перенести на нижний валец (слева на рис.), то станок рано или поздно (или сразу же) даст «пропеллер» и, возможно, волну на больших радиусах.

Неправильное и правильное выполние привода вальцового трубогиба
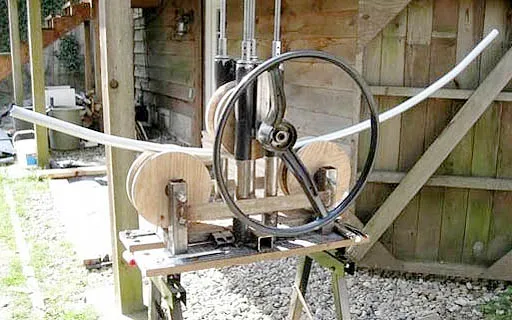
В таком случае ведущими нужно сделать оба нижних вальца, синхронизировав их жестким вторичным приводом, напр. цепным, в центре. А лучше всего сделать все вальцы одинаковыми и синхронизировать все 3. Прокатка несколько замедлится, но ее неустранимые дефекты будут исключены. Если же заменить рычажный ворот штурвалом, как на рис. в начале раздела, да потяжелее, чтобы работал и как маховик, то гибка пойдет – «хоть для ракеты».
Ручной рычажный трубогиб
Если вам нет надобности в таком сложном устройстве, а требуется только согнуть стальную круглую трубу небольшого размера, то можно сделать простой рычажный механизм. Он предназначен для гибки труб с тонкими стенами.
Смотрите видео инструкцию по изготовлению.
ТРУБОГИБ ДЛЯ КРУГЛОЙ ТРУБЫ Watch this video on YouTube
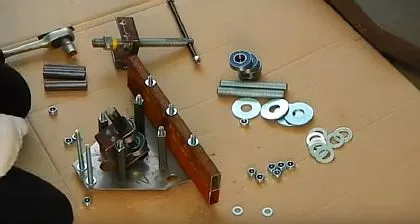
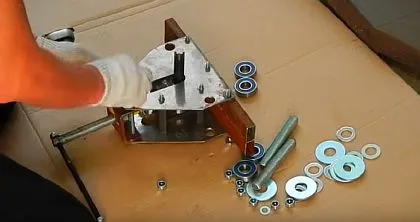
Мы тоже решили попробовать собрать этот трубогиб своими руками. Нам потребуется: вал с круглым профилем, прижимной ролик, металлический лист на 8 для станины, шпильки, гайки.
Кто-то может сделать данное устройство на глаз, но лучше подготовить чертёж трубогиба или найти подходящий вариант в интернете. Мы решили работать по чертежу.
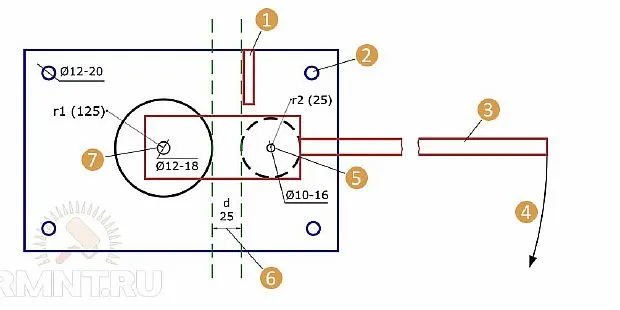
Чертёж рычажного трубогиба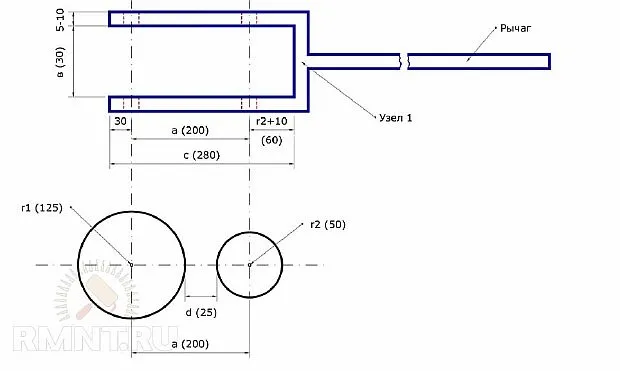
Чертёж вилки рычага
Приступаем к изготовлению:
- Делаем заготовки для вилки. Размер вилки зависит от расстояния между колёсами, точнее от посадочного места трубы, оно должно равняться её диаметру плюс 1–2 мм. Вырезаем из металлического листа и шлифуем:
- станину и крышку для вала;
- упор для станины и небольшую подставку для крышки;
- две прямоугольных пластины, по краям которых делаем отверстия под шпильки.

Нарезаем заготовки
- В крышке и станине проделываем отверстия для крепления вала.

Проделываем отверстия
Готовые заготовки
- Закрепляем упор в тисках, привариваем к его середине станину, а к верху подставку под крышку, шлифуем швы.

Свариваем детали
- Продеваем шпильку в отверстие станицы, одеваем вал и сверху накрываем крышкой из металлического листа. С обеих сторон закручиваем гайки.

Устанавливаем вал
- Крышку крепим к подставке болтами.

Крепим крышку
- С обеих сторон на гайки прикручиваем две прямоугольные заготовки.

Монтируем прямоугольные заготовки
- Сверху, между этими пластинами, размещаем ролик, который закрепляем при помощи шпильки и гаек.
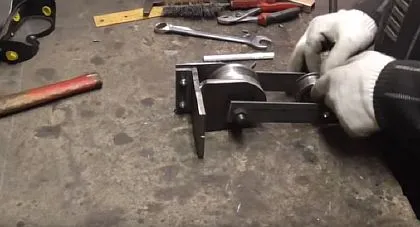
Устанавливаем ролик
- Две пластины вилки свариваем, разместив между ними заготовку из швеллера.

Свариваем вилку
- Прикручиваем ручку из куска металлического профиля.

Подсоединяем ручку
Ну вот, рычажный трубогиб готов, оказалось, что сделать его самостоятельно под силу практически любому домашнему мастеру.
Для профильной трубы

Профильная труба часто применяется для сборки каркасов теплиц, беседок, ворот и калиток, навесов и много другого.
Поэтому и у владельца гаража или дачного участка рано или поздно встаёт вопрос, как согнуть профтрубу в домашних условиях.
На помощь придёт трубогиб.
Однако готовые решения стоят больших денег. Поэтому лучший вариант – сделать его своими руками.
Для изготовления такого приспособления потребуются следующие инструменты:
- Углошлифовальная машина, в просторечии – болгарка;
- Дрель с набором свёрл по металлу;
- Сварочный аппарат, лучше всего – бытовой электродный инвертор;
- Набор ключей или головок.
Прежде, чем приступать к работе, нужно оформить чертёж будущей гибочной машины, чтобы все детали соотносились друг с другом.
Основными элементами домашнего трубогиба являются:
- Рама, сваренная из стального швеллера или двутавра толщиной не менее 4мм;
- Валы роликов;
- Сами ролики;
- Звёздочки для подключения цепной передачи;
- Цепь для привода со старого велосипеда или газораспределительного механизма;
- Винт, опускающий прижимной ролик;
- Рукоятки вращения прижимного винта и валов – пустотелая стальная трубка или цельный прут;
- Различная фурнитура: гайки, болты, шайбы, гровера, шплинты.
Сразу стоит оговориться, что если у вас в арсенале отсутствуют ролики и валы, изготовить их самостоятельно без токарного станка не представляется возможным. В крайнем случае, можно обрезать существующие металлические стержни до нужных размеров и отшлифовать. В качестве роликов можно использовать бочонки с внутренним отверстием.
Ещё один вариант – старые подшипники. Если их посадить на вал, предварительно разогрев в пламени пропановой горелки, а потом проварить, чтобы они вращались вместе с валом, то получится ролик с идеальной круговой поверхностью.
С центральным роликом

Последовательность действий при сборке самодельного трубогиба с центральным прижимным роликом будет следующей:
- С помощью болгарки раскроите швеллер или двутавр на части нужного размера. Прихватите их точечно, а затем, когда рама будет готова, проварите по всей длине. После из эстетических соображений можно зашлифовать швы заточным кругом.
- Предусмотрите либо ножки из обрезков того же швеллера, либо крепёжные отверстия под болты, которые позволят прихватывать станок к верстаку.
- Просверлите отверстия под валы. Также с помощью дрели и болгарки сделайте прорези в вертикальной части рамы. В них будет ходить вверх и вниз вал прижимного ролика. Вставьте валы с надетыми роликами в проделанные отверстия и зафиксируйте их шплинтами.
- Резьбовое соединение штока прижимного ролика и глухой рамы делается либо с помощью токарного станка, либо с помощью метчика. Помните, что резьбу большого диаметра нарезать очень сложно. Обязательно используйте отработку или иную дешёвую смазку при нарезке резьбы.
- Внешнюю часть валов аккуратно сточите с двух сторон, чтобы на них можно было надеть звёздочки. Цепь надевайте с лёгким провисом, если сделать охват слишком тугим, на преодоление сопротивления будет тратиться дополнительная сила.
- Присоедините к одному из валов рычаг – для фиксации используйте тот же замок, что и для звёздочек. Если есть желание укрепить рычаг на валу – просверлите отверстие и нарежьте внутреннюю резьбу. После вкручивания туда болта рычаг зафиксируется, а выкрутив болт, рычаг всегда можно будет снять для транспортировки. Вращая рычаг, можно будет протягивать заготовку через вальцы. Закручивая прижимной винт, можно изменять радиус кривизны сгибаемой трубы.
Чертежи и размеры самодельной конструкции: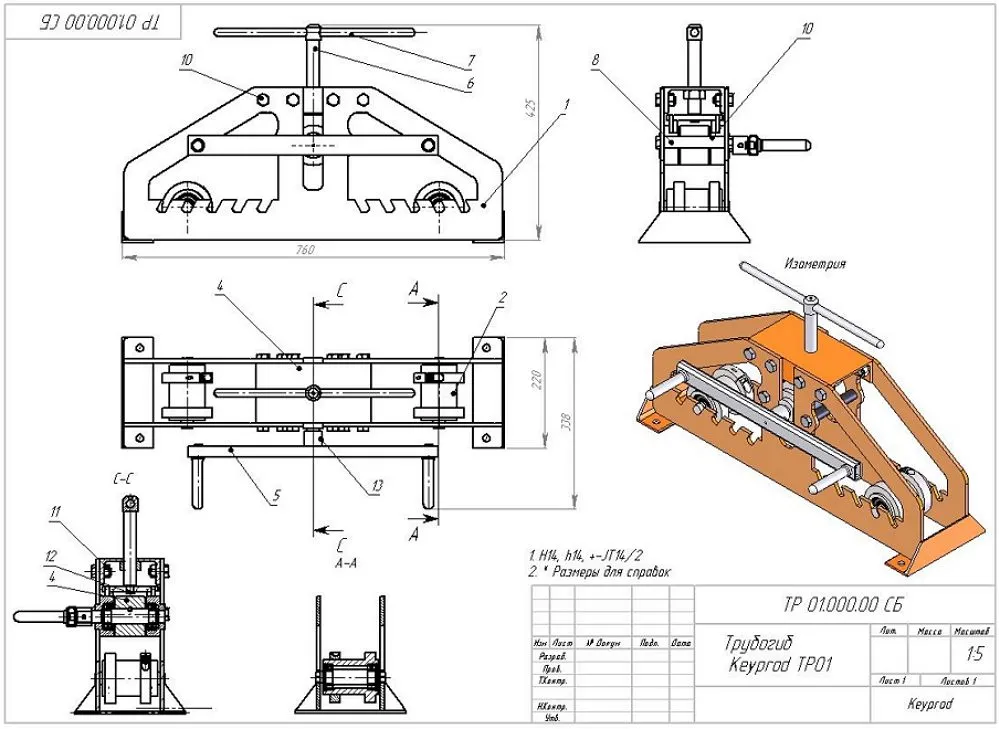
С переломной рамой
Не менее популярным при изготовлении своими руками является схема трубогиба с переломной рамой. Конструктивно он отличается тем, что все ролики в нём неподвижны, то есть только вращаются, но двигаются вверх-вниз.
Давление на трубу происходит путём приподнимания части рамы, где смонтирован один из крайних роликов. Процесс сборки похож на предыдущий, но имеет свои нюансы:
- Раму для переломного трубогиба сделайте не цельной, а состоящей из двух частей. Две части можно соединить шпилькой с двумя гайками.
- Подъём концевого ролика очень удобно осуществлять с помощью винтового подъёмного устройства или домкрата.
- Для вращения звёздочек некоторые умельцы приспосабливают электродвигатель переменного тока или даже бензиновый, снятый с мотоблока или топливного генератора.
Но чаще всего такие агрегаты всё же используют мускульную силу пользователя. В этом случае они не требуют практически никаких ресурсов. В этом их ценность: такое устройство очень просто сложить в багажник автомобиля и привезти на стройку, где ещё нет электричества.
Ниже приведены чертеж и размеры самодельного трубогиба:
Еще пример:
Как сделать трубогиб с прокаточным роликом из стали
Мастера по изготовлению ворот и прочих изделий, работу которых можно назвать ювелирной, нуждаются в использовании трубогибочных станков. Если вариант по изготовлению станка из дерева не подходит (ведь он имеет низкую стойкость), то предлагается изготовить подобную конструкцию из стали.
Для изготовления трубогиба из металла с прижимным роликом понадобится выполнить следующие действия:
- Сварить два уголка друг с другом. Выступ уголков зажимается в тисках. Эти уголки играют роль основания будущего устройства
- Приварить на основание упор, в качестве которого можно использовать отрезок трубы

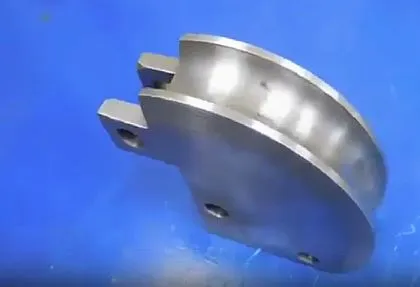
- Далее изготовить конструкцию в виде барабана. Для этого используются круглые пластины, диски, ступицы (все, что есть в хозяйстве). Из них изготавливается барабан, по которому будет происходить изгиб. Чем больше диаметр барабана, тем большего радиуса можно гнуть трубу. Кстати, в зависимости от поставленной технологической задачи, можно сделать, чтобы барабаны можно было менять

- На завершающем этапе остается только изготовить П-образную конструкцию, на которой располагается прижимной ролик (он делается из набора подшипников одинакового диаметра)

- П-образная конструкция крепится к валу барабана, и получается в итоге приспособление, следующего вида

Принцип работы приспособления простой и незамысловатый. Гнуть трубы большого размера не получится, так как все зависит от запаса физической силы у мастера. Ведь станок этот ручной, поэтому понадобится приложить немало усилий, чтобы согнуть разные материалы.

Весь процесс изготовления такого станка показан на видео ниже.
Домкратный гидравлический трубогиб
Еще один трубогиб, который мы попробовали изготовить своими руками — домкратный. Как понятно из названия, основным условием при его сборке, является наличие домкрата.
ТРУБОГИБ из старого домкрата! Watch this video on YouTube
Нет надобности покупать новый механизм, подойдёт старый, использованный, который есть у многих в гараже или его можно приобрести за копейки на рынке. Еще нам потребуется: швеллер 20 на 40, резец, уголок, шпилька, винт на 45, кругляк.
Принцип действия такой конструкции — платформа, которой задаётся угол загиба, приводится в движение домкратом.
Приступаем к сборке механизма:
- Очищаем и красим домкрат пескоструем.
- Швеллера отрезаем на требуемые отрезки, отталкиваться следует от размера домкрата.
- Заготовки соединяем сварочными магнитами — это облегчит процесс стыковки и сварки элементов.
- Свариваем отрезки швеллера, используя сварочный аппарат, а швы зачищаем. Наша станина готова.

- Переходим к изготовлению опорной помпы, её мы делаем из резца. Для этого, резец мы зажимаем в тисках, проделываем отверстие в торце болгаркой, нарезаем резьбу.
- На поверхности резца просверливаем ещё одно отверстие, оно необходимо для крепления домкрата к кругляку.

Подготавливаем опорную помпу
- Срезаем заготовку и шлифуем её.
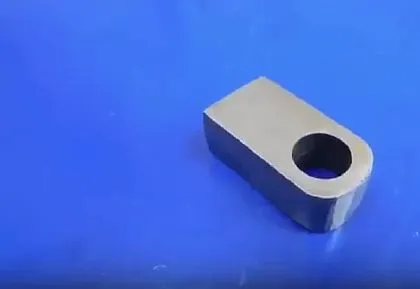
Готовая помпа
- От уголка отрезаем небольшую полосу, проделываем по краям по отверстию.

Отрезаем от уголка полосу
- Зажимаем деталь в тиски, при помощи молотка производим загибание. Получаемся что-то в виде подковки.

Загибаем деталь
- Подготавливаем дополнительные элементы — нарезаем заготовки из полудюймовой трубы и шпильки.

Нарезаем дополнительные элементы
- Изготавливаем кругляк для домкрата из винта 45 размера, который мы нашли на металлобазе. Это довольно сложная деталь, поэтому честно признаёмся, что мы её заказали у токаря.
Делаем кругляк
- Проделываем отверстия внизу станины, а также для крепления кругляка, усиливаем конструкцию, приваривая к отверстиям гайки.
- В нашем станке, в качестве верхнего упора выступает плашкодержатель, внутренний диаметр которого совпадает с размером домкрата, он имеет боковые отверстия с резьбой.
- Готовую конструкцию мы грунтуем и красим.
- Подготовленные шпильки вставляем в отверстия внизу, и закрепляет гайками, они будут служить роликами.
Вставляем шпильки
- В верхнее отверстие конструкции вставляем шпильку, на которой устанавливаем кругляк.

Устанавливаем кругляк
- К домкрату прикручиваем деталь, сделанную из резака.

Прикручиваем заготовку
- Фиксируем домкрат внутри сооружения, прикрутив его к кругляку.

Крепим домкрат
На этом, наш трубогиб готов, можно переходить к испытанию. Инструкция по применению:
- Берём двухдюймовую трубу с круглым сечением и размещаем на роликах;
- Затем фиксируем её хомутом;
- Работая рукояткой домкрата производит загиб трубы.
Размещаем и фиксируем трубу
Деревянный трубогиб
В заключении хотим показать вам деревянное приспособление для загиба круглых труб, которое мы сделали сами. Это одно из самых простых и лёгких устройств, но им вполне возможно изогнуть трубу небольшого размера.
Мы взяли несколько досок плотных по структуре, которые сколотили друг с другом. Из полученной деревянной плиты мы вырезали полукруглую заготовку нужного нам диаметра при помощи обычной пилы. Обязательно толщина дерева должна превышать диаметр трубы, иначе она может соскользнуть при изгибе.
Заготовку необходимо закрепить на прочной основе, для этого мы использовали стол, но можно прикрутить на стенку. К основанию также прикрепили деревянный брусок, он будет служить дополнительным упором.
Принцип действия данного устройства заключается в размещении трубы в углубление между деревянной заготовкой и бруском. Труба должна свободно входить в проём. Аккуратными движениями следует надавить на трубопрокатный материал, изгибая его под необходим радиусом вдоль деревянной заготовки.

Деревянный трубогиб
Данное деревянное устройство хорошо гнет алюминиевые и стальные изделия. При этом его изготовление требует минимальных затрат.
Делаем из металлической трубы и гайки
Этот вид устройства для сгибания считается самым элементарным. Оно изготавливается из куска жесткой круглой трубы (металлического стержня) с прикрепленной у основания гайкой.

Чтобы работа инструмента была эффективной, следует придерживаться следующих моментов:
- Подбирать гайку таким образом, чтобы размер ее внутренней резьбы был больше минимум на 30% от диаметра сгибаемого образца;
- Сама рукоятка не должна деформироваться под давлением. Желательно использовать стальной прут.
Используется данный инструмент очень просто. Осуществлять сгибание может один человек самостоятельно (без помощников). Независимо оттого, что конструкция довольно простая, она может выполнять свое прямое назначение с трубами диаметром до 3 см.
Для осуществления процедуры потребуется проделать следующие шаги:
- Изготавливаем шаблон будущего изгиба из проволоки;
- Проводим замеры шаблона и переносим их на трубу;
- Труба устанавливается на ровный пол с жестким покрытием;
- Труба вставляется в гайку трубогиба, сопоставляя свое направление с замерами на трубе;
- Ногой, упираясь в трубу, которая находится на полу, прижимаем ее сильнее, а второй край сгибаем, медленно притягивая рукоятку трубогиба по направлению к себе. Такие манипуляции позволяют ее изогнуть на 10˚.
- Перемещая трубу по отверстию гайки, процедура повторяется несколько раз, пока в итоге изгиб не примет нужную форму.
Трубогиб из металлических крючков

Для его изготовления понадобится провести следующие несложные действия:
- купить в любом строительном магазине крючки из высококачественного металла;
- крепим их на устойчивом основании с шагом не более 5 см. Однако расстояние одного крючка от другого будет зависеть от размера изделия, которое нужно согнуть;
- в итоге получаем полукруглый шаблон;
- с одной стороны устройства крепится дополнительный упор.
Процесс сгибания будет напоминаь работу с деревянным шаблоном, но в этом случае не стоит для разного диаметра делать новый шаблон достаточно просто сдвинуть расстояние между крючками.
Технология гибки, как избежать дефектов
Ключевым технологическим правилом при гибки трубного изделия на трубогибе является последовательность действий, вне зависимости от размера трубы.
Последовательность процесса — поэтапная гибка, где при каждом прокате следует уменьшать радиус угла. Важно не торопиться, и не производить резкого загибания. Такая технология даёт возможность существенно снизить нагрузку на рабочие оси и защитить трубу от возможной деформации.
Основная причина образования дефектов — не соблюдение технологических правил. Неправильно рассчитанный радиус изгиба или маленький «хвостик» — расстояние от начала изгиба до края трубы.
При несоблюдении данных правил, вам не избежать дефектов на изделии, таких как:
- Тянучка или волна — в наиболее узком участке, что может привести к протечке. Это особенно важно при сантехнических работах, а вот при изготовлении теплицы на даче, данный дефект не играет большой роли.
- Эффект «пропеллера» — труба закручивается вокруг оси. Использовать такую деталь потом уже не возможно.
- «Плюшка» – происходит лёгкое сплющивание, данный дефект возникает при гибки тонких мягких труб.
- Если для сгибания предлагаются шовные трубы, которые используют при монтаже трубопровода, то шов нужно размещать в сторону сгиба;
- В случае гибки больших диаметров рекомендуется проводить работы с напарником;
- Во время процесса пользуйтесь средствами защиты и не забывайте придерживаться правил техники безопасности.
Подытожив всю вышеизложенную информацию можно сказать одно, что самостоятельно соорудить трубогиб задача выполнимая. И воплотить ее в жизнь можно при наличии минимального количества свободного времени и денежных средств.
В данной статье поэтапно расписаны техники создания трубогибов разной сложности для работы с круглыми трубами. Подробно описаны материалы, которые потребуются для создания конструкций своими руками с минимальными финансовыми тратами.
Выбор определенной модели напрямую зависит от размера заготовки и от наличия подручных средств необходимых для создания той или иной конструкции. Представленные фотографии и видеоматериалы помогут разобраться во всех нюансах данной тематики и изготовить все самостоятельно!
В заключении скажем, что любое трубогибочное приспособление можно сделать своими руками, было бы желание. Поэтому, для домашних целей нет смысла тратиться на дорогой промышленный станок. Его можно собрать из деталей, которые есть в вашем гараже или их легко найти на свалке металлоотходов.
Надеемся, наша статья будет вам полезна, и вы сделаете одну из моделей трубогиба для своих целей.
Источники
- https://TrubaNet.ru/instrumenty-dlya-trub/kak-izgotovit-trubogib-svoimi-rukami.html
- https://svoimirykamiinfo.ru/trubogib-svoimi-rukami/
- https://vopros-remont.ru/elektrika/trubogib/
- https://2lzz.ru/stanki/8-sposobov-trubogiba-svoimi-rukami
- https://moiinstrumentu.ru/kak-samomu-izgotovit-trubogib-doma-iz-podruchnyh-materialov-idei-instrukcija-i-opisanie.html
[свернуть]
Как правильно согнуть профильную трубу на Трубогибе?
Для согибания профильной трубы на трубогибе необходимо выполнить следующие шаги:
-
Подготовьте трубогиб и установите на него необходимый размер матрицы.
-
Закрепите профильную трубу в трубогибе, убедившись, что она не смещается при согибе.
-
Подготовьте необходимый угол согиба и установите лимитатор угла на трубогибе.
-
Нажимайте на рычаг трубогиба, пока профильная труба не примет желаемую форму.
-
Проверьте угол согиба с помощью измерительного инструмента.
Важно следить за тем, чтобы профильная труба не деформировалась или не потеряла свою прочность в процессе согиба. Для этого необходимо соблюдать требования производителя трубогиба, а также профильной трубы, которую вы хотите согнуть.